Кто придумал материал ПЭТФ для тары?
Полиэстер, лавсан, термопластик – это все названия полиэтилентерефталата, используемого для изготовления известных нам пластиковых бутылок. Появился он ещё в 1941 году благодаря стараниям Джеймса Диксона и Джона Винфильда, работающих на компанию British Calico Printers. Вначале материал применяли для формирования текстильных волокон, затем создания упаковочной плёнки. И лишь к началу 70-х придумали автомат для выдува ПЭТ-бутылок и тары из полиэтилентерефталата.
Поспособствовал этому Натаниэль Уайет – американский энтузиаст-изобретатель и инженер-механик. Благодаря открытию в создании бутылок его в 1981 году отметило наградой Общество Инженеров Пластмасс. Спустя 5 лет после этого Натаниэль пополнил своим именем Зал славы Пластмасс. Помимо изготовления ПЭТ-бутылок, пластичный материал используют для другой пластиковой тары, одноразовой посуды, рентгеновских и прочих плёнок.

В чём же секрет успеха такого производства? Пластиковые бутылки отличаются небольшим весом, высокой прочностью, герметичностью. Само производство тары из полиэтилентерефталата несложное и недорогое.
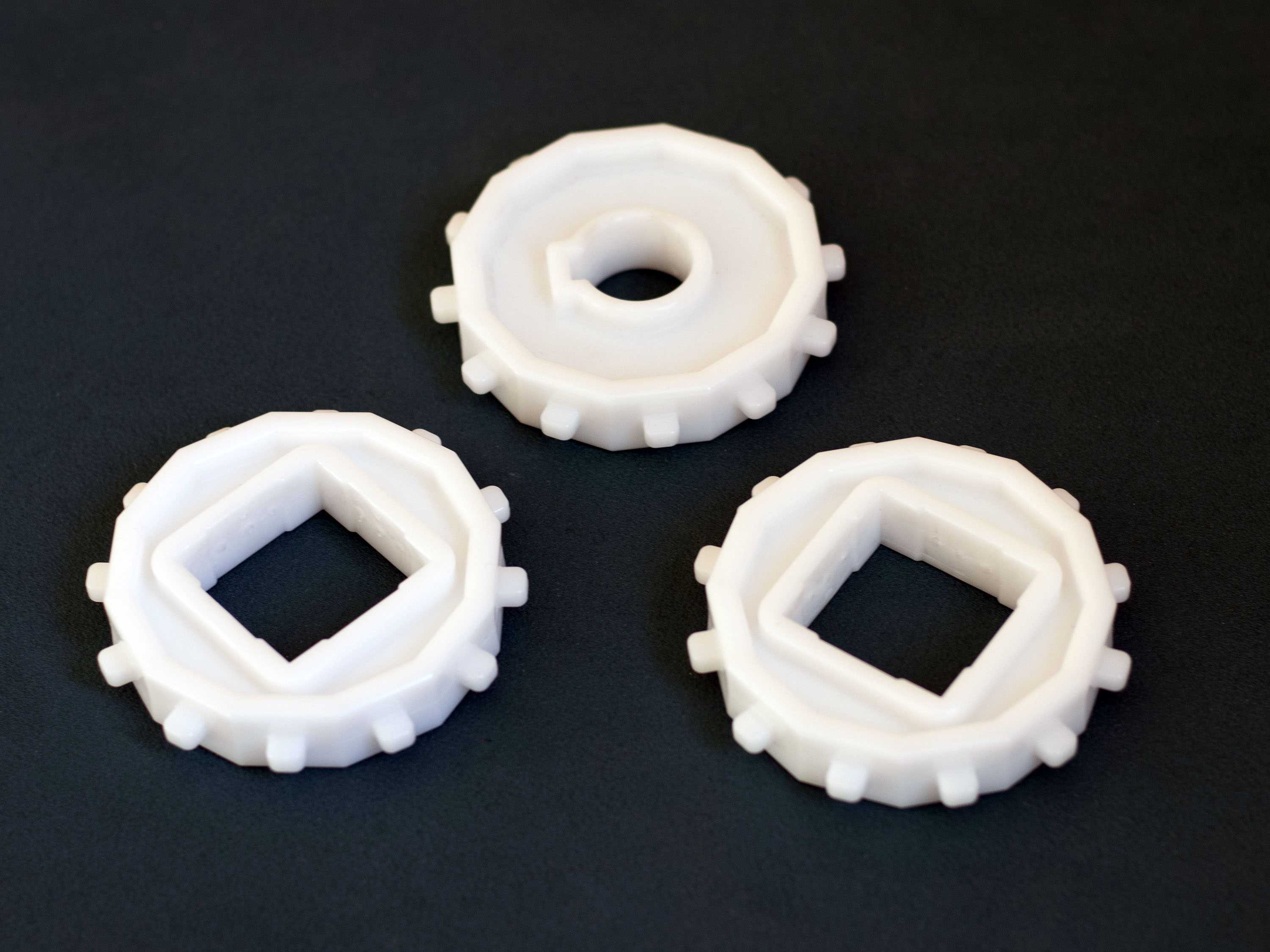
Самостоятельное изготовление формы
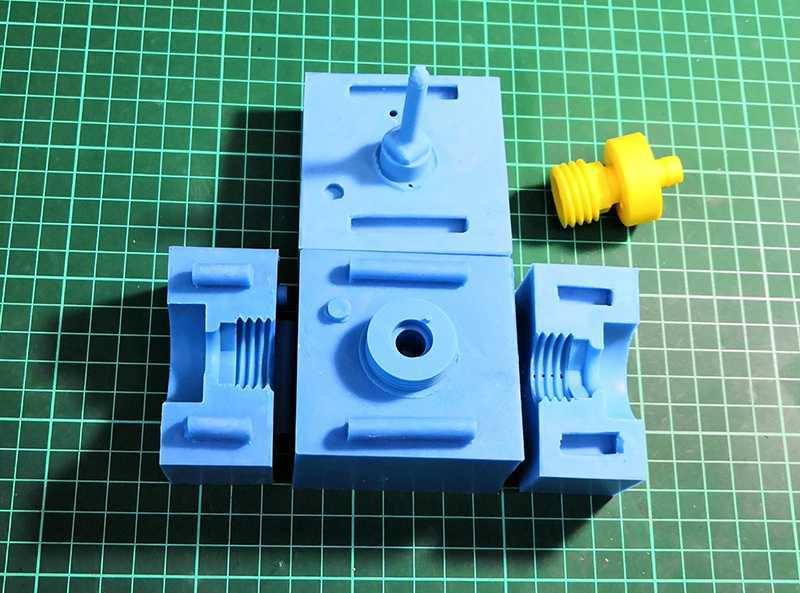
Производство пластиковых изделий без формующей емкости невозможно. Сделать ее можно собственноручно, и лучше всего для этих целей подходит силикон. Он может быть обмазочным или заливочным, подходят оба варианта. Главное, чтобы коэффициент удлинения был не менее 200%
Стоит обращать внимание и на уровень вязкости. Чем он меньше, тем более детализированной получится пресс-форма
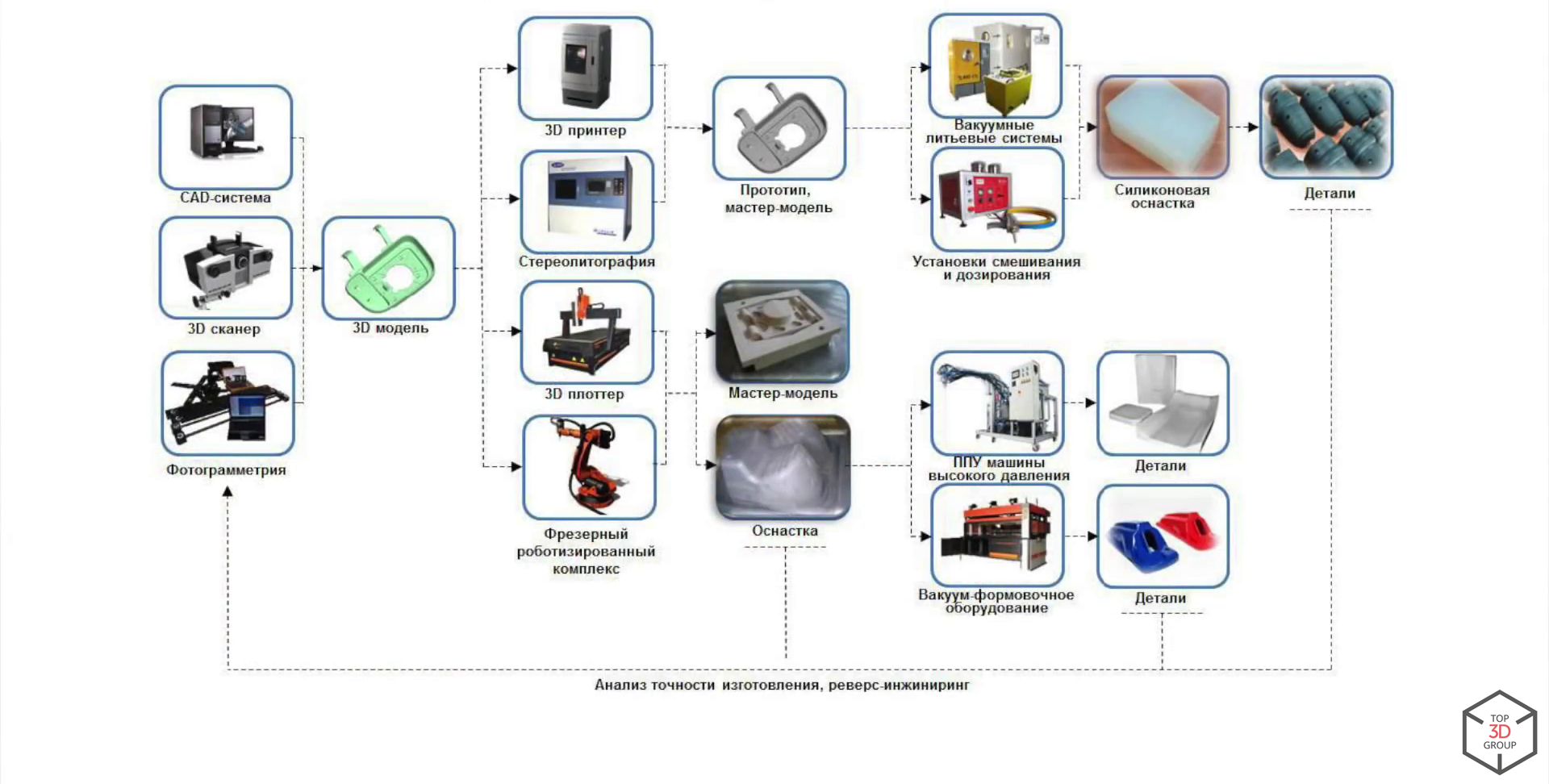
Чтобы сделать заготовку, необходимо иметь мастер-модель – образец для будущих изделий. Ее можно создать из гипса, дерева, пластилина, напечатать на 3D-принтере или использовать имеющуюся деталь.
Этапы изготовления формы для литья:
- Обмазать мастер-модель тонким слоем смазки, например, литолом.
- Поместить в заготовленную опалубку и залить силиконом.
- Либо обмазать кисточкой, если выбран обмазочный силикон.
- Выждать около 8 часов до застывания материала.
- Извлечь форму из опалубки, сделать отверстие для заливки.
- Разрезать на 2 равные части, извлечь модель.
Таким способом получается разборная форма, которая подходит для литья симметричных пластиковых изделий. Но сделать можно и неразъемную форму для простых по конструкции заготовок. Ее делают из парафина, который заливается гипсом. После застывания парафин выплавляется из формы путем ее медленного кипячения.
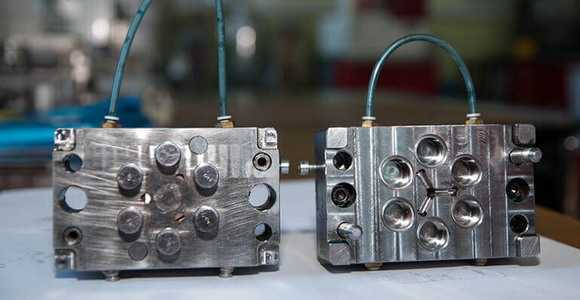
Оборудование для изготовления пластиковой тары
Организация производства – процесс несложный, главное, купить необходимое оснащение. Для выдува ПЭТ-бутылок и другой тары потребуется специализированное оборудование.
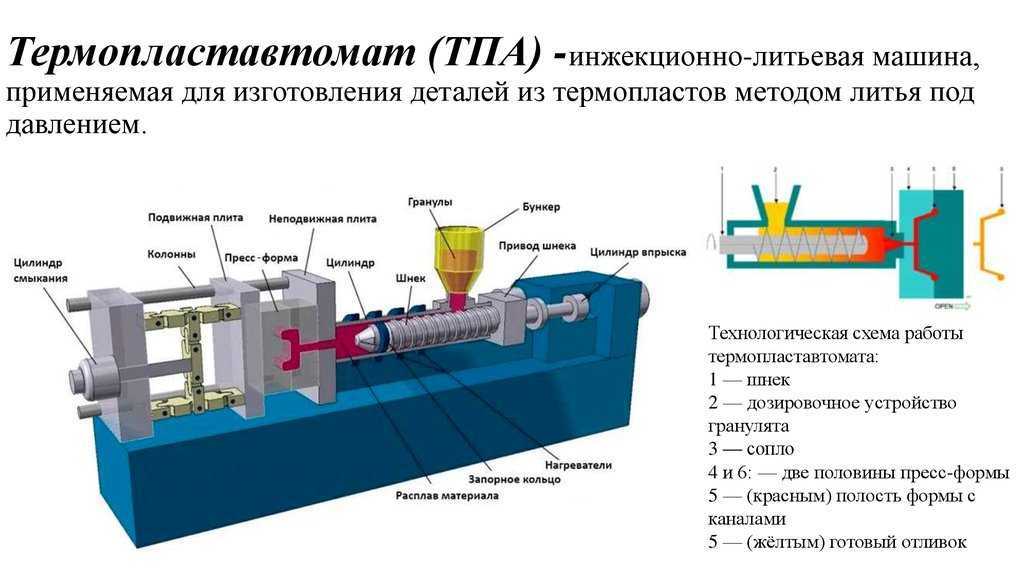
Изготовление преформы выполняется на термопластавтоматах с использованием матрицы. Литьевая машина состоит из инжекционного узла, прессовой формы, привода, управляющего блока. Термопластавтоматы бывают следующих видов:
- Угловые, горизонтальные, вертикальные;
- гидромеханические, электромеханические, электрические;
- поршневые, червячные, червячно-поршневые;
- с одним или несколькими пластикационными участками.
После литьевой машины заготовки направляются в печь для разогревания. Но не сразу, перед этим проверяют качество преформы для последующего выдува ПЭТ-бутылок. Не должно быть никаких дефектов, которые влияют на готовую продукцию. Электронная система контроля не пропустит некондиционный материал.
После печи готовую заготовку в разогретом виде направляют в пресс-форму. Для тары различного объёма и конфигурации используются разные матрицы. Для выдува пластиковых ёмкостей не обойтись без компрессора. Именно он создаёт давление, с помощью которого подаётся воздушная струя.
Оборудование для изготовления пластиковых бутылок бывает двух видов: полуавтоматическое и автоматическое. Для первого вида загрузка/выгрузка заготовок и тары выполняется вручную. Поэтому производительность таких систем невысокая. В автоматическом оснащении перемещение продукции между процессами осуществляют манипуляторы и транспортёры. Они часто используются для производства ПЭТ-бутылок в линиях по розливу пива, соков, других жидких продуктов.
Установка порога – обязательна или можно обойтись без него?
Порог в дверном проеме необходим только на входе в ванную комнату или санузел. Его назначение – препятствие на пути воды в случае аварийной утечки. В некоторых ситуациях с помощью порога сужают щель между полом и низом дверного полотна.
Раньше этот элемент дверной коробки был незаменимым атрибутом – так достигалась герметизация помещения и упрочнялась вся конструкция. Сегодня монтаж такого изделия проводить не рекомендуется в связи с тем, что нарушается циркуляция воздуха в помещении. Другим недостатком порога является то, что он мешает уборке и становится препятствием на пути входящего в комнату.
Кроме того, пороги из дерева, МДФ и схожих материалов быстро изнашиваются, стираются, чем портят внешний вид межкомнатной двери и всего помещения. Для создания хорошей звуковой и термоизоляции можно использовать специальную скрытую конструкцию в нижнем торце полотна. Такой скрытый «порог» при закрытой двери опускается до пола, полностью закрывая просвет. При открывании конструкция скрывается. Если в комнатах уровень пола разный, то возможен вариант с использованием специального металлического профиля. Обязательный для ванной и санузла порог лучше сделать из плитки, которая получше противостоит влажной среде и механическому износу.
Способы открывания межкомнатных дверей
Открыть двери возможно, используя разные методы — это зависит от крепления полотна к коробке. Механизм открывания бывает распашным, качающимся, раздвижным или раскладным. Полотна могут по-разному пропускать шум и обеспечивать изоляцию пространства.
Распашные двери
При установке дверных полотен применяется известный многим людям вариант. Полотна крепятся на петли, а с иной стороны устанавливается замок. Предусматривается наличие порога для защиты от шума. При закрывании такие двери изолируют отдельные комнаты. При необходимости обеспечения большей герметичности на полотна набирают силикон или резину в качестве уплотнителя.



Раздвижные двери
Раздвижные двери в интерьере удобны и практичны. Выбрать их можно для квартира небольшой площади. Поставить полотно нужно по направляющим относительно стены, а движение их обеспечивается за счет перемещения на роликах. Устанавливать раздвижную конструкцию рекомендуется для разделения одного помещения на отдельные участки.

Раскладные двери
Открытие этой разновидности дверей обеспечивается за счет собирания в гармошку частей полотна, которые соединены на шарнирах. Для облегчения массы конструкции панели полотна изготавливаются из фанеры или стекла. Такой вариант двери подходит как для просторной гостиной, так и небольших помещений.

Качающиеся модели
Принцип открывания схож с распашными типом. Но главная отличительная особенность таких дверей заключается в том, что открываться они могут в разные стороны. Шумоизоляция в этом случае, конечно, не обеспечивается, но зато качающиеся модели практичны в использовании, имеют, как правило, малый вес, легко отворяются и необычно смотрятся.

Как подобрать цвет межкомнатной двери
Еще один немаловажный момент — подбор цвета дверей, ведь полотна должны гармонично вписываться в окружающее пространство и сочетаться с предметами интерьера. Здесь необходимо учесть какого цвета мебель и напольное покрытие (ламинат или паркет). Как подобрать цвет дверей в квартире в разных комнатах? Одинаковой они расцветки должны быть или разной? Эти решения зависят от пожеланий хозяев, но должны учитываться правила при ремонте.
Одинаковые двери для всех комнат
Простое решение — выбор дверей одного цвета. Особенно это актуально для полотен, которые будут устанавливаться в коридоре. Хорошо если общий интерьер выполнен в едином стиле, тогда подобрать одинаковые двери не составит труда. При выборе цвета полотен стоит опираться на стены, а, точнее, какого оттенка обои — двери должны либо контрастировать на фоне либо сочетаться с отделкой.

Разные двери в интерьере
Основное правило установки полотен разных цветов приемлемо для жилых домов с несколькими коридорами, последние независимы друг от друга. Можно установить другого цвета двери на кухне и в туалете, в спальне и гостиной. Есть множество идей — от яркого цветового контраста до полотен различных по дизайну, любое размышление может быть реализовано.

Светлые и темные
Светлые цвета прекрасно подходят для установки в небольших помещениях, так можно добиться визуального расширения пространства. Возможен выбор песочных, белых или иных пастельных оттенков и цветов для создания античности или классики. Неплохо будут смотреться светлые двери в тон к обоям, хотя не исключен и контраст по тональности или оттенкам.

Темные тона черного либо коричневого или иного аналогичного цвета в результате подбора должны дополнять цвет пола, стульев, диванов или иной мебели либо сочетаться с оттенком стен помещения. Имея многообразие цветовых гамм, подходящий вариант оформления помещения будет реализован.

Нейтральные
Лучшей идеей будет выбор, отданный нейтральному цвету: серый, бежевый, кремовый, цвет слоновой кости, беленого дуба. Когда важна натуральность в общей стилистике, то это идеальные решения. Полотна могут быть абсолютно светлыми, подчеркивающими текстуру вишни дуба, березы или груши.

Белые
Для создания воздушности и легкости в интерьере используются белые дверные полотна. Они безупречно в тон сочетаются с цветом оконных рам, белым ламинатом или светлой мебелью. Нередко такие двери применяются для насыщения французского или прованского стиля.
Серебристые
Выбор этих дверей оптимален для современного интерьера. Прозрачные полотна или выполненные под металлик необычно выглядят, но их сложно сочетать с мебелью и иной обстановкой. Более сочетаемы они с оформлением аналогичного декора и обеспечивают свободу пространства.

Под цвет пола
Межкомнатные двери под цвет пола — это классическое решение. Линолеум или паркетная доска должны соответствовать тональности. Но если на полу находится много ярких расцветок, например, ковер, то наиболее подходящей будет установка стеклянных дверей.

Под цвет мебели
При оформлении интерьера квартиры, в том числе и при выборе дверей, допускается отталкиваться от цвета мебели. Особенно хорошо будут смотреться дверные полотна в тон к шкафу, комоду или столу. Лучше всего, если будет не только соответствие по цвету, но и по текстуре (здесь более уместно говорить о древесине).

На видео: выбор цвета и фактуры межкомнатных дверей.
Документы для регистрация и налоги
Ориентируясь на масштабы планируемого производства, необходимо определиться с выбором организационно-правовой формы. Для малых предприятий рекомендуется открывать ИП. Для более крупных – ООО.
К документам, необходимым для открытия ИП, относятся:
- Паспорт.
- Заявление о госрегистрации по форме Р22001.
- Квитанция об уплате госпошлины.
- Копия свидетельства ИИН.
Для ведения бизнеса в рамках индивидуального предпринимательства рациональным вариантом является выбор УСН (упрощенной системы налогообложения). Она предполагает использование в качестве налоговой базы:
- дохода от предпринимательской деятельности (удерживается налог в размере 6%);
- чистой прибыли (удерживается налог в размере 15%).
Предприниматель вправе 1 раз в год менять базу для начисления налога.
При регистрации ООО в налоговую службу необходимо предоставить следующие документы:
- заявление на регистрацию по форме Р11001;
- устав ООО;
- решение о создании ООО;
- гарантийное письмо о предоставлении юридического адреса будущей организации;
- квитанцию об уплате госпошлины;
- уведомление о переводе на УСН.
Для ООО (на “упрощенке”) применяется такой же принцип уплаты налогов, как и для ИП.
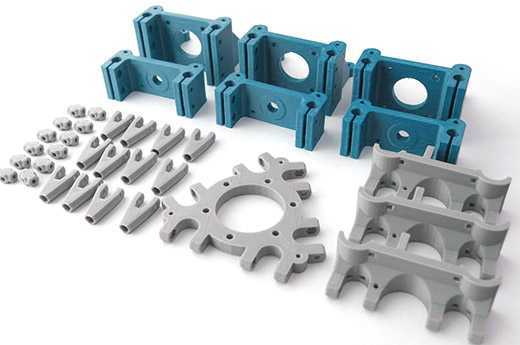
Изготовление пластиковых изделий
Существует несколько способов получения пластиковых деталей
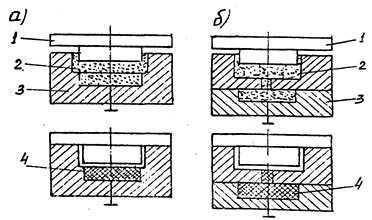
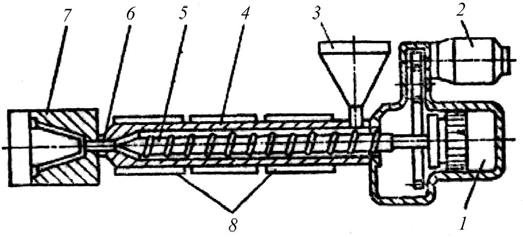
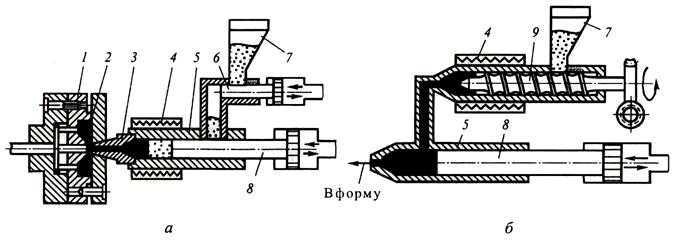
Литье пластика под давлением
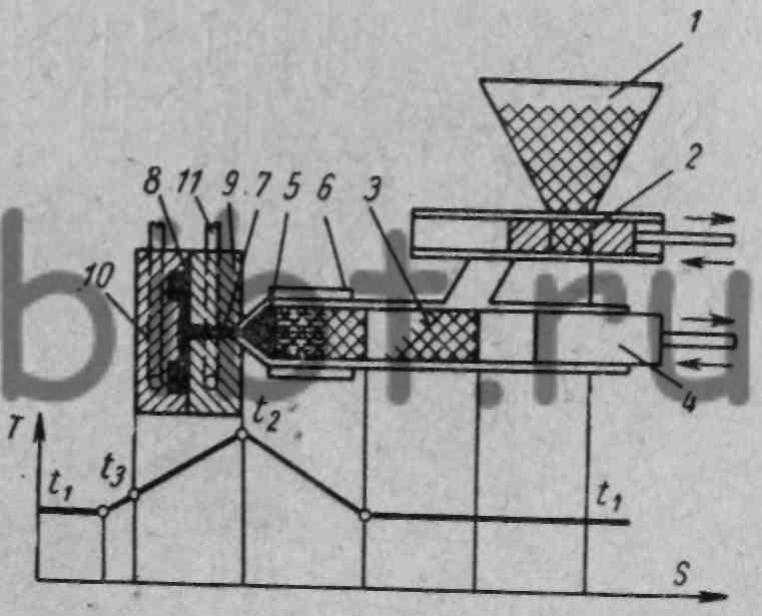
Используют для выпуска реакто— и термопластов. При таком способе материал в гранулированной форме идет в цилиндр машины, где происходит его прогревание и перемешивание оборачиваемым шнеком. Если используется не шнековая, а поршневая машина, то пластификация происходит прогревом. Разогрев термопластов ведется до 200−350˚С, реактопласты требуют 85−120˚С. Готовый материал поступает в форму для литья, где охлаждается (термопласты до 25−125˚С, реактопласты — 155−195˚С). В форме бывшее сырье держат для уплотнения под давлением, что влияет на порог усадки, снижая его.



Интрузия
 Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
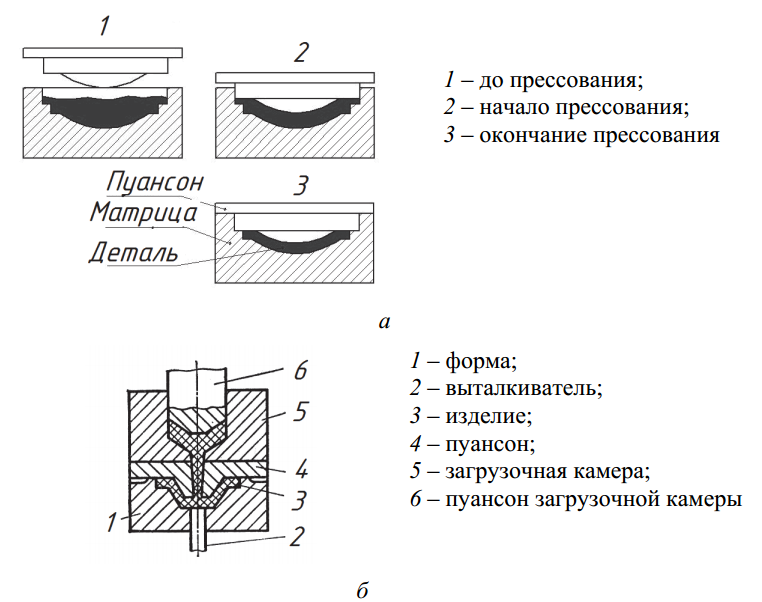
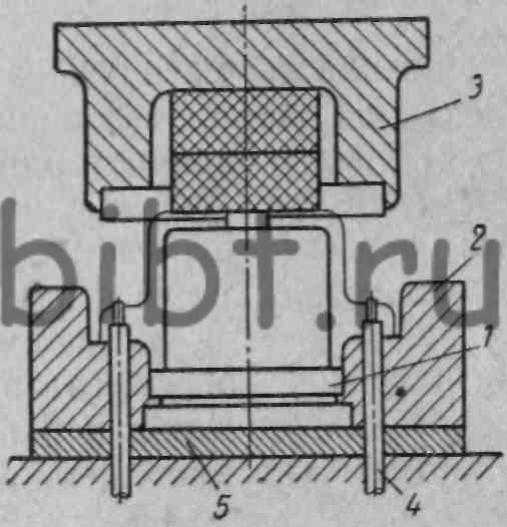
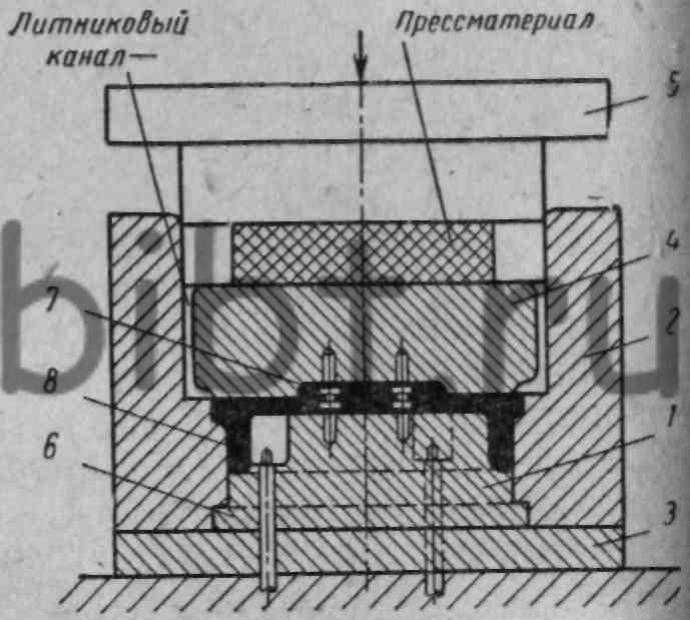
Литье прессованием
В этом случае камера загрузки находится отдельно от полости формирования. Прессованный материал помещается в камеру загрузки, где при действии тепла и сжатия происходит пластификация. Затем материал перетекает в рабочее отделение формы, где отвердевает. Метод прессованного литья используется в случае выпуска деталей с толстыми стенками, армированием, сложной формы. Недостатком способа является небольшой перерасход материала, так как часть его остается в загрузочном отделении.
Заливка
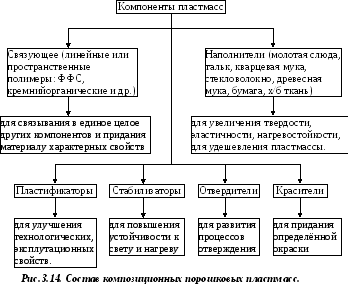
Процесс применяется для выпуска деталей из компаундов или в случае применения изоляции и герметизации компаундами запчастей радио и электронной отрасли. Компаунды — композиции из полимеров, пластификаторов, отвердителей, наполнителей и других добавок. Они являются воскообразными твердыми составами, которые перед применением нагревают до получения жидкого состояния.
Отвердевание происходит при температуре 25—185˚С, процесс занимает по времени около 2−17 часов. Иногда в емкость для раствора насыпают таблетированный материал, затем форму нагревают и сырье расплавляется, чтобы ускорить процедуру используют метод давления.
Метод намотки
 Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
В первом случае применяют предварительно пропитанную армирующую нить, а во втором случае пропитка происходит перед применением нити. Сухой метод признан более производительным и качественным, в результате используются разнообразные пропитки и связующие, но мокрый метод позволяет выполнять детали сложной фигуры и формы.
Самостоятельное изготовление гранулятора
Для изготовления грануляторов нужно понимать особенности этого процесса. Вот в чем он заключается:
- Измельчённое сырье нагревают до расплавления и получения однородной пластичной массы.
- Расплав продавливают через отверстия – фильеры, а полученные нити рассекают на гранулы.
- Полученные гранулы охлаждают во избежание склеивания.
В качестве оборудования для переработки пластика в гранулы можно использовать обычную мясорубку, которую можно превратить в гранулятор своими руками.
К приёмному отсеку мясорубки нужно прикрепить нагреваемую плавильную камеру, к которой сверху примыкает накопительный бункер.

Выходящие из-под ножей гранулы нужно охлаждать потоком воздуха.
Эта примитивная схема позволить проработать ключевые компоненты конструкции, уяснить особенности процесса.
В работе гранулятора очень важны возможности регулировки технологических операций.
Регулировать необходимо многие параметры:
- температуру расплава;
- интенсивность подачи расплава на режущий узел;
- параметры и способ охлаждения (воздушное или водяное);
- скорость резания потоков расплава на гранулы.
Получив практический опыт работы гранулятора, домашний мастер может создавать более производительный аппарат. Использование узлов и агрегатов от другой техники значительно упростит работу.
Вот что можно использовать:
- Нагревательные элементы ТЭНЫ или нихромовые спирали.
- Металлические ёмкости бытового назначения – ведра, барабаны от старых стиральных машин.
- Элементы пневматического и гидравлического оборудования для выдавливания расплава.
- Датчики температуры в диапазоне до 300 градусов.
Предусмотрительный мастер изготовит гранулятор таким образом, что узел разрезки потоков на гранулы будет съёмным, а вместо него может быть установлено сопло для получения цельного потока расплава.

гранулятор будет работать как экструдер
В последнее время изготовление экструдера стало объектом самого широкого интереса.
Такой аппарат позволяет получить нити для 3D принтеров.
Потребность в самодеятельном изготовлении экструдера доказывает возможность выгодной самодеятельной переработки пластмассового сырья.
Технология производства и необходимое оборудование
Существует три варианта изготовления пластиковой тары:
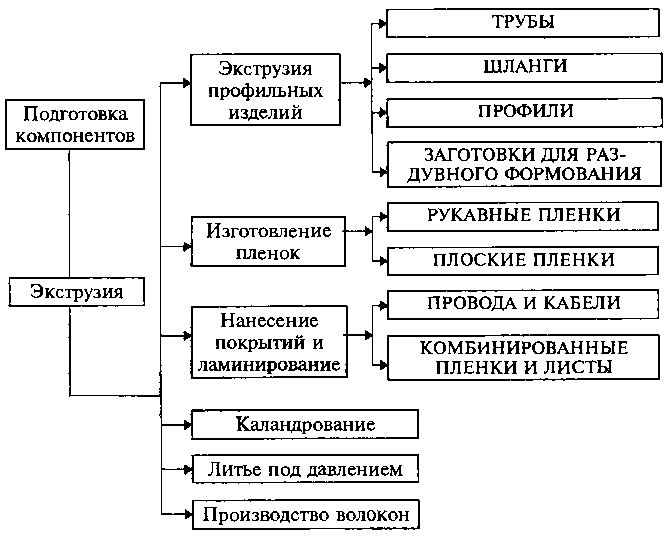
- Экструзия – процесс подразумевает плавку полимерного сырья под воздействием высоких температур. После чего пластичный материал продавливают в форму.
- Вакуумная формовка – выполняется из заготовок: листовых или трубчатых. Полученную массу выдувают в приготовленную форму. Подобная методика не позволяет точно распределять пластик, поэтому для контролирования размеров и элементов изделия необходимо правильно создать матрицу.
- Литье – на термопластичный автомат устанавливают формы, в которые вливается полимерная масса. Расплавленные гранулы заливают в пресс-форму и под давлением оставляют до полного охлаждения.
- Выдувание – применяется для производства крупных изделий из гранул низкого давления. В этом случае их выдувают через формы в расплавленном виде. Такая тара имеет очень прочные стыковочные швы, что позволяет использовать ее для хранения агрессивных химических веществ.
Изготовление пластиковых бутылок осуществляется двумя способами:
- Однофазный, при котором на одном и том же станке проводится получение полимерных гранул, и выдувание емкостей.
- Двухфазный – созданную преформу перемещают на другое устройство для изготовления изделия.
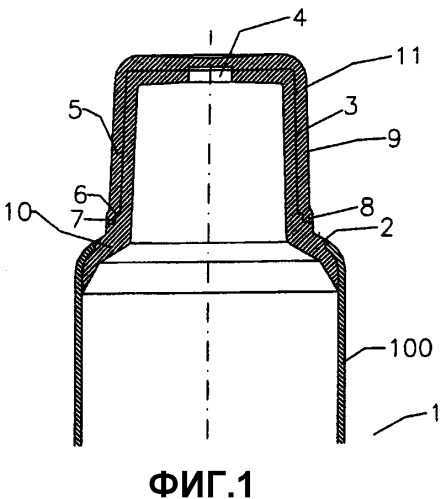
Технология создания пластиковых бутылок включает несколько этапов:
- Преформу равномерно разогревают в печи методом вращения. При этом уже сформированной горловине обеспечивается защита от воздействия высокой температуры.
- Нагретую заготовку помещают в пресс-форму, где вставляют горлышком в стальной стержень, по которому под давлением подается воздух. Далее, посредством выдувания получают бутылку с заданной формой и объемом. С целью предотвращения деформирования емкостей на выполнение подобной процедуры закладывают точное время.
- Для охлаждения готовых изделий используют жидкую двуокись водорода или струю холодного воздуха.
Чтобы придать устойчивость таре, ее дно делают выпуклым в направлении центральной части.

Тара пластиковая
Производство пластиковой тары требует наличия следующего оборудования:
- экструдер;
- выдувное формовочное устройство;
- кварцевая лампа;
- печь для нагрева;
- двойная пресс-форма;
- накопитель готовых изделий.
При выборе элементов технологической линии рекомендуется отдать предпочтение машинам европейских изготовителей. Их стоимость намного превышает стоимость китайских аналогов, однако высокая производительность позволит окупить затраты в короткий срок. Кроме оборудования для производства потребуются транспортировочные тележки, стеллажи и другие вспомогательные средства.





Из чего делают пластики?
Исходным сырьём для подавляющего большинства видов пластиков служат уголь, природный газ и нефть. Из них путём химических реакций выделяют простые (низкомолекулярные) газообразные вещества – этилен, бензол, фенол, ацетилен и др., которые затем в ходе реакций полимеризации, поликонденсации и полиприсоединения превращаются в синтетические полимеры. Превосходные свойства полимеров объясняются наличием высокомолекулярных связей с большим числом исходных (первичных) молекул. Некоторые этапы производства полимеров представляют собой сложные и чрезвычайно опасные для окружающей среды процессы, поэтому производство пластиков становится доступным лишь на высоком технологическом уровне. При этом конечные продукты, т.е. пластмассы, как правило, абсолютно нейтральны и не оказывают никакого негативного воздействия на здоровье людей.
Некоторые этапы производства полимеров представляют собой сложные и чрезвычайно опасные для окружающей среды процессы, поэтому производство пластиков становится доступным лишь на высоком технологическом уровне. При этом конечные продукты, т.е. пластмассы, как правило, абсолютно нейтральны и не оказывают никакого негативного воздействия на здоровье людей.
Раздвижные
Это сразу несколько вариантов, которые являются современным решением в вопросе экономии пространства. Действительно, распашные двери имеют определенный угол. Радиус их открывания должен быть свободен от каких-либо предметов или вещей. Дело в том, что для просторного помещения это вполне нормально. Но если речь идет о комнатах маленького формата, именно раздвижные двери станут экономией места.
Раздвижные системы имеют среднюю по сложности конструкцию. В пазы механизма открывания дверей вставляются рейки, по которым после «едут» ролики, открывающие полотно. Такие двери могут иметь несколько конструкций. Различаются:
Двери-купе наружные. Это система, которая устанавливается внутри проема. Двери при этом могут состоять из нескольких створок. Одна может быть неподвижной, а другая выполнять все функции, либо могут использоваться обе створки. Все зависит от предпочтений хозяев и технических возможностей помещения.
Пенал. Это двери из одной створки. Устанавливается система внутрь проема. Более того, если в купе двери «находили» одна на другую, то в типе «пенал» полотно заходит в стену до ручки. В результате таких дверей даже не видно, если они открыты
Хорошее решение там, где важно, чтобы полотно было спрятано. Достаточно часто такие двери устанавливаются в фальш-стену из гипсокартона
Подобные межкомнатные двери – хорошее решение в спальни, гостиные. Например, при широком проеме можно установить створки с двух сторон, в итоге двери будут закрываться на середине проема. В принципе, такие конструкции дают немалый полет фантазии при организации комнаты и ремонте. Они прекрасно вписываются в любой дизайн, благодаря своей ненавязчивости. Возможно, это и обуславливает их популярность.
Этот тип дверей также может иметь несколько разновидностей. Сам механизм складывания одинаков, но конструкции могут существенно отличаться. Всего выделяется два основных варианта конструкций:
- Книжка. В этом случае вся дверь состоит из двух широких полотен, которые складываются, как книжка благодаря специальному механизму.
- Гармошка. Название этого типа также характеризует конструкцию. В дверях-гармошке много узких планок, которые складываются, подобно шторе. Такие двери часто делаются из пластика, достаточно легкие и просты в обращении. Удерживаются створки благодаря магниту.
Складные двери – хорошее решение для просторных больших комнат и, соответственно, больших проемов. Единственный не очень высокий показатель – шумоизоляция. Так как двери имеют крепление только по одной стороне, и при закрывании имеют небольшой, но просвет, звукоизоляция не будет на низком уровне.
Это современные конструкции, в которых двери располагаются на условной оси и вращаются вокруг нее. Они удобные в использовании, не требуют ручек и одинаково просто открываются с обеих сторон. Именно роторные двери могут быть автоматическими и открываться с использованием специально установленного на стене управляющего блока либо с помощью пульта дистанционного управления. Роторные двери могут отличаться полотнами и стороной поворота.
Установка роторных дверей, как и их комплект, будет стоить немало. Все дело в том, что при всей своей простоте механизм довольно сложный, требующий профессионального подхода в монтаже. По сути, вся конструкция включает в себя два основных типа механизма: раздвижной и распашной. Сначала полотно «едет» по установленным рейкам, затем оборачивается вокруг оси. Надо сразу отметить, что для экономии пространства это не лучший вариант. Но для большого помещения такие двери будут смотреться весьма впечатляюще.
Маятниковые
Еще один способ открывания дверей, который может быть автоматическим и механическим. Маятниковые двери крепятся на специальные подвесы, которые открывают полотно путем раскачивания его в сторону. Обычно у таких дверей имеется сильный удерживающий механизм, который позволяет двери быстро распахиваться, но медленно возвращаться в исходное положение. Такие конструкции также требуют достаточно пространства.
В заключение подведем итог. Наиболее недорогими вариантами будут распашные двери, в зависимости от стоимости полотен, конечно. Но если необходимо сэкономить пространство, лучше дверей-купе или «гармошки» не найти.
Профессиональное производство пластика: двухшнековый экструдер
Профессиональное оборудование для производства изделий из пластмассы – это большой ряд станков, посредством которых изготовляют крупные рукавные пленки, пластмассовые профили окон, трубы из пластика, полимерный лист и шифер.

Смотреть галерею
Плоскощелевое устройство включает следующие составляющие:
- экструдер с фильтрационной системой;
- пневматические нагрузчики;
- головка для раздувания с охлаждающим устройством;
- механизм на основе калибровки;
- модуль плоской укладки;
- штанги для поворота горизонтального направления;
- намотчик;
- тянущее приспособление.
Основу станка составляет экструдер. Все дополнительные составляющие лишь дополняют устройство. Принцип работы прибора основан на автоматике, управляемой заданной программой.