
Общая характеристика порошкообразных красок
 Лакокрасочная продукция с порошковыми основами способна формировать покрывающую плёнку при повышении температурных показателей. Энергетические проблемы, связанные с понижением температур и сроком образования покрывающего слоя, отвечающего за минимализацию энергорасхода, стали основным фактором разработок и применения подобных материалов.
Лакокрасочная продукция с порошковыми основами способна формировать покрывающую плёнку при повышении температурных показателей. Энергетические проблемы, связанные с понижением температур и сроком образования покрывающего слоя, отвечающего за минимализацию энергорасхода, стали основным фактором разработок и применения подобных материалов.
Классификация производимых порошковых красок осуществляется исходя из химических признаков, типам плёнкообразующих веществ и назначениям обрабатываемых поверхностей.
Химическое отношение делится на 2 вида материалов:
- С термопластичной основой.
- С термореактивной плёнкообразовательной основой
Термопластичная основа позволяет создавать покрытие недоступное химическим изменениям, потому что она сплавливает пигментированные частицы и охлаждает расплавы. Полученный на этой основе слой имеет хорошую обратимость, термопластичность и, в своём большинстве, отличную растворяемость.
Материалы на термореактивной плёнкообразовательной основе создают покрытие за счёт спаивания пигментированных частиц с последующим химическим изменением. Созданное ими покрытие необратимо, нерастворимо и не поддаётся плавлению. По своему химическому составу они имеют существенные отличия от исходных красочных составов. Сначала в лакокрасочном производстве лидировали краски на термопластичной основе, но потом объёмы выработки материалов термореактивной основе с добавлением плёнкообразователей резко пошёл вверх и на сегодняшний день их доля на мировом рынке порошковых красок составляет 4/5 выпускаемой продукции.
Таблица. Назначение термопластичных и термореактивных порошковых красок.
| Металлические субстраты | |
|---|---|
| Тяжелое, транспортное и сельскохозяйственное машиностроение | Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
| Приборостроение, электротехническая, радио- и электронная промышленность | Трансформаторы, конденсаторы, приборы, инструменты |
| Производство товаров народного потребления, бытовой техники | Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
| Строительство | Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
| Неметаллические субстраты | |
| Строительство | Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
| Производство товаров народного потребления | Декоративные керамические изделия, изделия из пластмассы, древесины |
Удаление порошкового покрытия
Удаление порошкового покрытия требует немало времени, усилий. Применение инструментов для механического удаления не помогут. В состав данных лакокрасочных материалов входят те химические вещества, которые и станут обеспечивать прочность высохшего покрытия.
Пескоструйная очистка
Суть метода в отслоении слоя. Как это происходит. На поверхность направляется струя воздуха с абразивным песком. Под таким воздействием отслаивается не только слой краски, но и ржавчина. Метод требует много времени. За 1 минуту можно обработать качественно 10-12 квадратных сантиметров.
Большой недостаток – высокая цена оборудования. Для работы на оборудовании специалисту необходимо обладать определенным набором умений. При обработке мелких и хрупких деталей, необходимо быть осторожным. Струя воздуха с абразивным песком, может снести такие детали.
Перекраска в другой цвет
Поверх имеющегося порошкового покрытия перекрашивать можно. Если хотите перекрасить в другой цвет, чтобы скрыть дефект прежнего покрытия, то можно просто перекрасить. Надо понимать, что перекрашивая фактуру шагрень, гладкая поверхность не получится. Получится шагрень, только более сглаженная.
Смывка порошковой краски
Смывку можно сделать специальными химическими растворами. Его наносят на поверхность. Слой становится мягким. Металлическим шпателем легко удаляется. Используется для удаления слоя нанесенного менее года. Удалить краску, нанесенную более двух лет намного сложнее.
Способы работы с порошковой краской и требуемое оборудование
Технология порошковой покраски металла предполагает три основных способа нанесения мелкодисперсного порошка на металлическую поверхность окрашиваемого изделия.
Использование направленного воздушного потока. Металлоизделие нагревается и равномерно покрывается порошковой краской с помощью пульверизатора
При данном способе важно точно определить необходимую температуру, чтобы покрытие равномерно полимеризировалось. Кроме того, потребуется дополнительная термообработка после полимеризации.
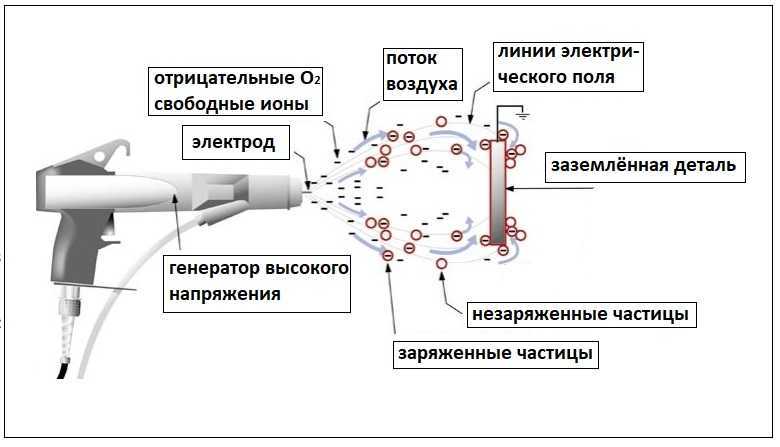
Электростатическое распыление порошковой краски – наиболее распространенный способ
Получив положительный заряд от высоковольтного источника, частицы порошка налипают на поверхности отрицательно заряженного металлоизделия. Это позволяет обеспечить равномерность распределения материала и исключить стекание или осыпание. Не прилипший порошок собирается и используется повторно.
Пламенное окрашивание. Частицы порошковой краски проходят через пламя пропановой горелки и уже в полужидком расплавленном состоянии попадают на поверхность обрабатываемого металла. При этом само изделие нагреванию не подвергается. Этот способ используется крайне редко и только для окрашивания крупногабаритных предметов.
Технология порошковой покраски металла включает в себя три этапа: подготовка, окрашивание и полимеризация нанесенного покрытия. Каждый из этих процессов требует наличия специального оборудования.

Классическая линия для порошковой покраски состоит из четырех основных элементов:
- камера для нанесения (распыления) порошка;
- электростатический распылитель;
- компрессор для нагнетания сжатого воздуха в пульверизатор;
- печь для полимеризации.
Окрашиваемые металлоизделия, особенно крупные, в процессе покраски должны бережно перемещаться от одного поста к другому, чтобы не повредить нанесенную и не прошедшую полимеризацию порошковую краску. Для этого в линиях предусматриваются транспортировочные устройства для аккуратного перемещения изделий из напылительной камеры в термическую. Чаще всего для этого используются монорельсы с крюками на роликах и т.п.
Виды
Порошковые краски разделяются по способу образованию пленки. Рассмотрим основные востребованные разновидности.
Термопластичные
В качестве смол используют нейлон, винил или полиэстер. Твердое покрытие образуется путем застывания смол после оплавления. Химических реакций при использовании этих красок нет. За счет этого возможно повторное нагревание и плавление порошка. Их используют в основном для окрашивания металлических и хромированных изделий.
Отрицательная сторона термопластичных красок заключается в том, что защитная пленка исчезнет при нарушении температурного режима.


Термоактивные
Это более распространенный вид красок. Пленка образуется путем химической реакции и преобразования состава. Для изготовления используют несколько видов смол.









Использование термоактивных красок сводит риск деформации поверхности при повторном нагревании к нулю. Окрашивание термоактивными красками применяют для изделий, которые эксплуатируют в трудных условиях.

Компоненты обоих видов красок обладают хорошей сыпучестью, благодаря чему краска не липнет, если попадет на кожу или посторонний предмет, который не планируется окрашивать. У порошков нет срока годности, со временем они не густеют, не затвердевают и не тускнеют.
Их главное отличие от жидких аналогов заключается в том, что нет нужды в растворителе. Для придания цвету глубины и яркости в состав продукта могут быть включены различные пигменты.

Виды порошковых красок
Всю линейку порошковых красящих веществ можно разделить на 2 больших категории:
- Термопластичные
- Термореактивные
Между собой данные виды красок отличаются принципом создания защитного слоя. Термопластическая краска образует пленочный защитный слой только за счет плавления мелкодисперсных частиц. Термореактивная же краска превращается в защитную пленку под воздействием как высокой температуры, так и химических реагентов.
Термореактивная порошковая краска используется в тех случаях, когда защитный слой должен гарантированно выдерживать повышенные механическое нагрузки, а также негативное воздействие влаги, различных солевых растворов, щелочей и даже кислот.
В свою очередь каждую из категорий порошковых красок можно разделить на дополнительные подгруппы.

Разновидности термопластичной порошковой краски
Среди термопластиков можно выделить следующие виды порошковой краски:
- Поливинилбутирал
- Полиэфилины (полиэтилен и полипропилен)
- Поливинилхлорид
- Полиамиды
Порошковая краска на основе поливинилбутирала используется для окрашивания тех поверхностей, которые будут эксплуатироваться внутри помещений. Очень часто из поливинилбутирала создается электроизоляция. Такая краска обладает неплохой стойкостью к механическим повреждениям. Она стойко переносит воздействие влаги.
Слабым местом защитного слоя из поливинилбутирала является низкий порог температуры текучести.
Слабым местом таких порошковой краски из полиэфилинов является низкая устойчивость к ультрафиолету. Покрашенные порошком краской поверхности могут выцветать на открытом Солнце. По этой причине покрашенные полиэфилинами поверхности допускаются к эксплуатации лишь внутри помещений. Порошковой краской из полиэфилинов нередко создают декоративный защитный слой на различной бытовой технике, от посудомоек и холодильников до радиаторов и стиральных машин.
Как таковых явных недостатков в порошковых красках из половинилхлорида нет. Можно отметить разве что высокую стоимость данного типа красящих веществ.
Порошковые краски на основе полиамидов обеспечивают превосходный декоративный эффект. Среди полиамидных красок немало текстурных рельефных средств. Как и в случае с поливинилхлоридом, полиамиды допустимо применять для окраски поверхностей, которые эксплуатируются как внутри помещений, так и для снаружи. Полиамиды стойко переносят воздействие абразивных механических нагрузок. Они нейтральны по отношению ко многим растворителям.
Обычно порошковые краски из полиамидов принадлежат к среднему и высшему стоимостному диапазону.

Разновидности термореактивной порошковой краски
Термореактивная порошковая краска может быть следующих типов:
- Эпоксидной
- Полиуретановой
- Акриловой
Следует сразу отметить, что термореактивные порошковые краски стоят на порядок дороже термопластичных аналогов. Данные разновидности красок хорошо подходят для создания защиты на уличных поверхностях.
- Порошковая краска на основе эпоксидной смолы демонстрирует высокие прочностные характеристики. Эпоксидной краской допустимо защищать те поверхности, которые планируется использовать в условиях открытой атмосферы. Этот тип краски устойчив к истиранию, он не боится влаги. Эпоксидные смолы проявляют нейтральность к кислотам и щелочам. Такая краска не выцветает и не подвергается растрескиванию.
- Полиуретановые порошковые краски демонстрируют ярко выраженный декоративный эффект. При помощи полиуретановой краски легко добиться текстуры «жатого шелка». Защитный слой из полиуретановой краски устойчив к серьезным механическим нагрузкам. Защищенные полиуретаном поверхности не склонны к образованию царапин и потертостей. Полиуретан химически нейтрален ко многим растворителям, щелочам и кислотам.
- Акриловые порошковые краски позволяют добиться предельно долговечного, надежного и красивого защитного слоя. Окрашенные акрилом поверхности продолжительное время сохраняют свой изначальный внешний вид. Блеск глянца не пропадает даже спустя многие годы. Акрил не подвержен выцветанию на солнце, ему не страшны ни мороз, ни жара.

Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.

Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.
У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.

Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для
– в больших печах невыгодно окрашивать малые несерийные изделия и наоборот; - необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Еще один недостаток технологии порошковой покраски металла – это невозможность локального устранения дефектов и прорех в нанесенном покрытии. При появлении таких пробелов приходится удалять краску и наносить порошковый состав с последующим запеканием заново.











Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.
Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.

1.4. Области применения порошковых красок
Перечень изделий, которые могут быть окрашены порошковыми красками, достаточно широк. Существуют отрасли промышленности, где особенно быстро растут темпы потребления порошковых красок. Примером могут служить покрытия внутренней поверхности труб для буровых нефтяных скважин и перекачивания нефти, функционирующие в условиях, где такие факторы, как повышенное давление, высокие температуры и присутствие вызывающих коррозию сред, способны оказывать разрушающее воздействие практически на все, за редким исключением, покрытия.
В США автомобильная промышленность потребляет около 15 % всех производимых в стране порошковых красок, и применение их все расширяется благодаря высокому качеству получаемых покрытий, по экономическим причинам, а также по соображениям экологии. Порошковые краски используются некоторыми производителями автомобилей для создания промежуточных грунтовочных слоев при получении наружных покрытий, а также для окончательной отделки внутренних деталей. Возрастает применение порошковых материалов для отделки различных автомобильных деталей, где необходима надежная защита наряду с хорошим декоративным видом. Диски колес, бамперы, рамки для зеркал, масляные фильтры, блоки двигателя, корпуса электрических аккумуляторов, рессоры — это лишь некоторые из многих деталей автомобилей, окрашиваемых порошковыми красками. Порошковые лаковые композиции для использования поверх основных наружных покрытий корпусов автомобилей являются альтернативой жидким органорастворимым лакам.










Производство товаров народного потребления представляет собой не единственную область рынка, использующую термоотверждаемые порошковые краски; на нее приходится около 17 % всего их потребления. Поскольку развивается тенденция замены силикатных эмалей порошковыми красками, использование порошков на рынке товаров народного потребления будет продолжать расти. В число областей применения порошковых материалов входит также окрашивание корпусов и кожухов различных изделий, морозильных камер, сушильных барабанов, корпусов стиральных машин и т. д.
Производство садового оборудования и инвентаря также является крупным потребителем порошковых красок (около 7 % от общего их потребления). Промышленные производства потребляют около 56 % всех порошковых материалов. Под промышленными производствами подразумеваются все другие, за исключением вышеупомянутых автомобильной промышленности, производства товаров народного потребления, архитектурных сооружений и садового оборудования и инвентаря.
Большими потенциальными областями потребительского рынка могут быть производства изделий из алюминиевого проката, представляющие в настоящее время 4% всего североамериканского рынка, потребляющего порошковые краски. Последние достижения в развитии полиэфир-тригли-цидилизоциануратных (ТГИЦ) систем и материалов на основе фторсодержащих полимеров позволили порошковым краскам конкурировать с жидкими системами при окрашивании архитектурных сооружений по прочности, атмосфероустойчивости и стойкости к обесцвечиванию. Некоторые из таких покрытий в различных строительных областях успешно эксплуатируются более 15 лет.
Порошковые краски на потребительском рынке — самый быстро растущий сегмент в структуре всех лакокрасочных материалов. Из примерно 5000 видов порошковых красок на североамериканском рынке используется около 1000 (табл. 1.1).
Таблица 1.1
|
Металлические субстраты |
|
|---|---|
|
Тяжелое, транспортное и сельскохозяйственное машиностроение |
Станки, трубы (газовые, нефтяные, систем мелиорации и водоснабжения), детали автомобилей и мотоциклов, велосипеды |
|
Приборостроение, электротехническая, радио- и электронная промышленность |
Трансформаторы, конденсаторы, приборы, инструменты |
|
Производство товаров народного потребления, бытовой техники |
Холодильники, водонагреватели, кондиционеры, отопительные радиаторы, пылесосы, металлическая мебель, детали швейных машин, корпуса газовых и электроплит, стиральных машин |
|
Строительство |
Арматура, оборудование спортплощадок, светотехническое оборудование, металлические оконные рамы и шифер |
|
Неметаллические субстраты |
|
|
Строительство |
Облицовочные фасадные плитки, асбоцементные, керамические; черепица |
|
Производство товаров народного потребления |
Декоративные керамические изделия, изделия из пластмассы, древесины |
Что окрашивают сухими красками
Метод порошкового окрашивания подходит не для всех поверхностей. Его используют, когда необходима дополнительная защита от коррозии, долговечность и прочность. В некоторых случаях порошковая краска способна обеспечить электроизоляцию.
Порошковое окрашивание применяют в основном в промышленном производстве для:
- кованых изделий, алюминиевых профилей и оцинкованного металла;
- лабораторного и медицинского инвентаря;
- мебели;
- бытовой техники;
- спортивного инвентаря.










Структура материала
По своей структуре это красящее вещество – дисперсионная многокомпонентная смесь твердых частиц. Ее основу составляет порошковый полимер и пигмент. Составные элементы дисперсионного порошка различаются в зависимости от функционального назначения и области применения краски. Состав разнообразен. Сюда могут входить разнообразные примеси в виде:
- наполнителей, например, оксидов алюминия или диоксидов титана;
- пигмента для получения разнообразной глубины цвета;
- отвердителей эпоксидных смол;
- пленкообразующих смол;
- добавок различных акрилатов.
Одно из важнейших преимущественных качеств порошкового продукта заключается в том, что в его составе нет растворителей, обладающих высокой токсичностью и огнеопасностью. То есть он практически безопасен для человека, не оказывает вредное воздействие на природную среду.

Все компоненты красящей основы сухие, не прилипают друг к другу, имеют отличную сыпучесть. Консистенция порошка не меняется со временем, не густеет. Поэтому отпадает необходимость разбавлять его с помощью специальных растворителей в отличие от водно-дисперсионных красок, например, акриловых.
От свойств пигмента напрямую зависят такие показатели качества красящего вещества, как адгезия, способность к электризации, сыпучесть.
Количество наполнителей и пигмента может составлять более половины всего состава. Это определяется глубиной цвета и назначением продукта. Пигмент, используемый для этого красящего материала, ничем не отличается от пигмента, который добавляют в другие жидкие, например, акриловые красящие вещества.
Общие требования
1.1. Порошковые полимерные покрытия производятся в соответствии с ГОСТ 9.410-88.
1.2. Схемы технологического процесса получения покрытий из порошковых полимерных материалов приведены в табл. 1.
1.3. Схему технологического процесса получения покрытия выбирают в зависимости от условий эксплуатации и назначения покрытия.
1.4. Все операции технологического процесса получения покрытия проводят при температуре воздуха 15 — 30 °С и относительной влажности воздуха не более 80 %.
1.5. Согласно требований ГОСТ 9.410-88 степень очистки воздуха, удаляемого из системы рекуперации должна составлять не менее 99,8%, что обеспечивает система рекуперации, настоящего Комплекта Оборудования (далее КО), только с работой камеры окрашивания, поставляемой в КО.
2. Требования к подготовке поверхности перед окрашиванием.
2.1. Подготовка металлической поверхности перед окрашиванием должна производиться по ГОСТ 9.402-80.
2.2. Степень очистки поверхности от окислов-2, степень обезжиривания — первая ГОСТ 9.402-80.
2.3. Поверхности, подлежащие окрашиванию, не должны иметь заусенцев, острых кромок (радиусом закругления менее 0,3 мм), прожогов, нарушений сплошности металла в виде трещин и др.
2.4. Литые металлические изделия перед окрашиванием необходимо прокаливать при температуре не ниже 250 °С в течении 30 минут и охлаждать до температуры не ниже 40 °С для удаления газов.
2.5. Не допускается взамен фосфатирования применять фосфатирующие грунтовки.
2.6. При окрашивании порошковыми материалами изделий, полученных методом пайки, температура нагрева изделия должна быть ниже температуры пайки на 30 °С.
2.7. Для увеличения адгезии покрытия, поверхность перед окрашиванием необходимо подвергать механической очистке для увеличения шероховатости до 10-30 мкм по ГОСТ 2789-73.
2.8. Участки поверхности, не подлежащие окрашиванию, должны быть защищены от попадания порошковых материалов. В качестве защитного материала используется алюминиевая фольга ГОСТ 618-73, специальные приспособления из фторопласта, металла, керамики, клеевая лента на бумажной основе марки Г по ГОСТ 18251-87, термостойкие легкосъемные лаки (например силиконовый ПС-40).
3. Требования к порошковым материалам.
3.1. Для окрашивания допускается применение отечественных порошковых материалов, или их зарубежных аналогов.









3.2. Порошковые материалы должны соответствовать сертификату качества и требованиям нормативно-технической документации (НТД).
3.3. При несоответствии показателей влажности и дисперсности требованиям НТД порошковый материал необходимо подвергать дополнительной сушке и просеиванию.
3.4. Порошковые материалы хранятся в соответствии с ГОСТ 9980.5-86. Допускается хранение порошковых материалов в аппаратах распыления в течение месяца при соблюдении условий пункта 3.2. настоящего руководства.
4. Требования к технологии окрашивания.
4.1. Основные требования безопасности к технологическим процессам должны соответствовать ГОСТ 12.3.005-75.
4.2. Установка окрашивания, входящая в комплект оборудования, позволяет наносить полимерные порошковые материалы на холодные и нагретые металлические изделия с использованием электростатического эффекта.
4.3. При использовании установки напыления, входящей в КО рекомендуется использовать материал дисперсностью не менее 50 мкм и не более 150 мкм.
4.4. Режимы получения покрытия приведены в паспорте на краску.
4.5. Сжатый воздух, применяемый для получения покрытий, должен быть подготовлен не ниже 2 класса по ГОСТ 17433-80, что обеспечивают блоки подготовки сжатого воздуха, входящие в КО.
5. Дефекты покрытия и способы их устранения.
5.1. Основные дефекты покрытия и способы их устранения приведены в ГОСТ 9.410-88.
5.2. До формирования покрытия при окрашивании холодного изделия дефекты покрытия устраняются окрашиванием изделия после удаления нанесенного порошка обдувкой сжатым воздухом или подкрашиванием отдельных участков без обдувки.
5.3. После формирования покрытия дефекты устраняются удалением всего покрытия или его части с последующим окрашиванием.
5.4. Покрытие можно удалять механическими, химическими и термическими способами. Температура удаления покрытия при термическом способе — 400 — 600 °С.



