
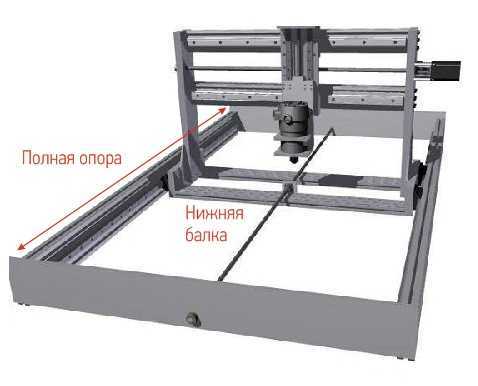
Формула изобретения
Линейный двигатель возвратно-поступательного движения, содержащий ферромагнитный ползун, установленный на жестко закрепленных относительно корпуса направляющих, у одного торца ползуна расположено возвратное устройство, отличающийся тем, что у другого верхнего торца ползуна расположен жестко закрепленный на корпусе магнит, ось намагничивания которого параллельна осям направляющих ползуна, сбоку от ползуна установлен приводной двигатель, на валу которого закреплена в подшипниковых узлах вращающаяся часть, выполненная в виде диска с отверстиями, расположенными равномерно по периферии диска, а со стороны диска, обращенной к приводу двигателя, расположен источник лазерного излучения, жестко закрепленный относительно двигателя, выходное отверстие которого и отверстие в диске лежат на одной прямой, перпендикулярной и пересекающей направляющие ползуна.
Различные варианты
1. Торцевание
Здесь все просто. Выставляем ноль заведомо глубже самой детали на небольшом расстоянии. И снимаем материал. Получившаяся плоскость соответствует нулевому положению.
Недостатки: не каждая деталь подходит, иногда необходимо торцевую грань оставить не тронутой.
2. Касание
Переводим подачу в ручной режим, для подведения инструментов близко к детали. Переключаем подачу на минимум и медленно приближаемся. Услышав шорканье или увидев, что фреза начинает снимать стружку — останавливаемся и обнуляемся. Инструмент на станке привязан.
Это из быстрых, но не идеальных способов. Подходит только для заготовок, в которых эту грань необходимо будет стачивать.
3. Контактный способ
Если обрабатываемый материал токопроводящий, то можно установить систему управления, которая при коротком замыкании, вызванным касанием фрезы детали, выставляет ноль.
Любые контактные способы не подойдут при обработке дерева, камня и пластика.
4. Концевые меры
Оставляем некоторое расстояние между фрезой и деталью. Такое, чтобы концевая мера не проходила между ними. Постепенно увеличивая расстояние, пробуем вставить меру. Когда это получилось — обнуляем, добавив в коррекцию величину концевой меры.
Так выставлять ноль удобно. Не портятся грани заготовки. Но тратится много времени.
5. Датчики типа Renishaw
Современные токарные и фрезерные станки поставляются с таким датчиком в комплекте. Он может работать как автоматически, так и в ручном режиме. В первом случае необходимо подвести фрезу поближе к датчику наладки и программные функции за вас все сделают. А затем можно будет выставить ноль заготовки специальным датчиком для установки детали. Самый быстрый и удобный способ.

6. Индикатор часового типа
Очень похоже на предыдущий способ, только никакой автоматики. Зажали индикатор, подвели инструмент. Потом проделали то же с заготовкой. Так привязывал еще мой дед.
7. Штангенрейсмус
Если стоит система автоматической смены инструментов, привязать все лучше заранее. Для этого используется штангенрейсмус. Вставляем фрезу в оправку и измеряем. Значения вводим в настройки коррекции на инструмент. Это не простой метод, но если осилить такую привязку, то дело пойдет быстрее.
8. Лист А4
Вы никогда не слышали о фануке (fanuc)? У вас простой фрезерный станок для обработки дерева? Тогда можно использовать неточный, но не требующий дополнительной возни и затрат способ. Постепенно опускаем фрезу к материалу, просунув между ними обычный лист бумаги. В процессе передвигаем листок из стороны в сторону. Как только его зажало — выставляем ноль. Это относится не только к фрезерному станку, в простых токарных — по той же системе.

9. На глаз
Для некоторых операций, таких как сверление или контурная обработка, высокая точность привязки инструмента вообще не нужна. Достаточно придвинуть инструмент к заготовке как можно ближе, оставив видимый глазу просвет.
Возможности шприцевания и систем смазок
Шприцевание – это обработка консистентными (густыми) смазками при помощи рычажно-плунжерного шприца. Спецсмазка для ШВП, линейных подшипников – Mobilux EP 2 реализуется в удобной расфасовке – в шприцах по 20 г. В некоторых случаях удобен большой медицинский шприц с капиллярной трубкой.
На различных предприятиях сформированы различные подходы. Графитовой и молибденовой смазкой одна фирма прессует раз в месяц. А в ежедневном уходе используют МС-1000, смазку для подшипников DEPO. Доступные варианты – Mobil-XHP222 (его продажа – в автомагазинах), LGHP 2 и NLGI2.

Высококачественным маслом для обработки направляющих Mobil Vactra Oil (с классом вязкости ISO 32),смазывают и узлы станков. Оно устойчиво к окислению, имеет хорошую фильтруемость, поддерживая устойчивый поток жидкости в системе. Масла серии Mobil используют при контакте с чугуном, сталью, в сочетаниях неметаллических материалов.








Существует специальное устройство – система смазки станка чпу, которая предназначена для принудительной централизованной подачи смазки в ШВП или направляющие. Каждый смазанный узел имеет длительный срок эксплуатации.
Реализуются готовые комплекты для систем подачи смазки – ZLPM1-S1, ZLPM2-S1. В них рекомендуют использовать жидкое масло, имеющее вязкость 30-46. Со станком, который смазывается при помощи систем – можно браться за выполнение любых задач.

Направляющие качения
Они сконструированы при участии подшипников качения.
У линейных подшипников – больший люфт, чем у каретки рельсовых направляющих, он меньше нагружен. Но у него есть ряд минусов:
- низкий уровень грузоподъемности,
- недолговечность,
- изготовление с солидным люфтом,
- чувствительный к воздействию пыли и стружек на вал.
Материал для производства втулок – бронза, латунь, капролон. Если имеет место соблюдение допусков, бронзовые подшипники скольжения не уступают подшипникам качения. Время от времени, если подшипник скольжения износился, его подгоняют, и чтобы устранить зазоры. Поэтому шариковая втулка более предпочтительна, благодаря тому, что она доступна и взаимозаменяема.

Общая сводка по проекту
Материалы
- Станок металлообрабатывающий с устройством цифровой индикацией (УЦИ);
- 3-фазный асинхронный двигатель Marathon #145THFR5329 / $500, встал на замену сгоревшего двигателя шпинделя;
- Контроллер двигателя частотно-регулируемого электропривода Emerson Commander SK / $450;
- Плата управления ЧПУ для LPT-порта, а именно многофункциональная плата ЧПУ C11G с сайта CNC4PC.com / $68;
- Шаговый двигатель NEMA 34 (2 шт.) для X- и Z-осей, Model 34HS38-3008S / $110 каждый;
- Плата драйвера шагового двигателя (2 шт.) GeckoDrive G213V / $150 каждая;
- Компьютер с ПО Linux для ЧПУ (доступно на linuxcnc.org). Мы использовали древний Pentium 4;
- Фильтр (электромагнитной совместимости) ЭМС Roxburgh для подавления сетевых помех;
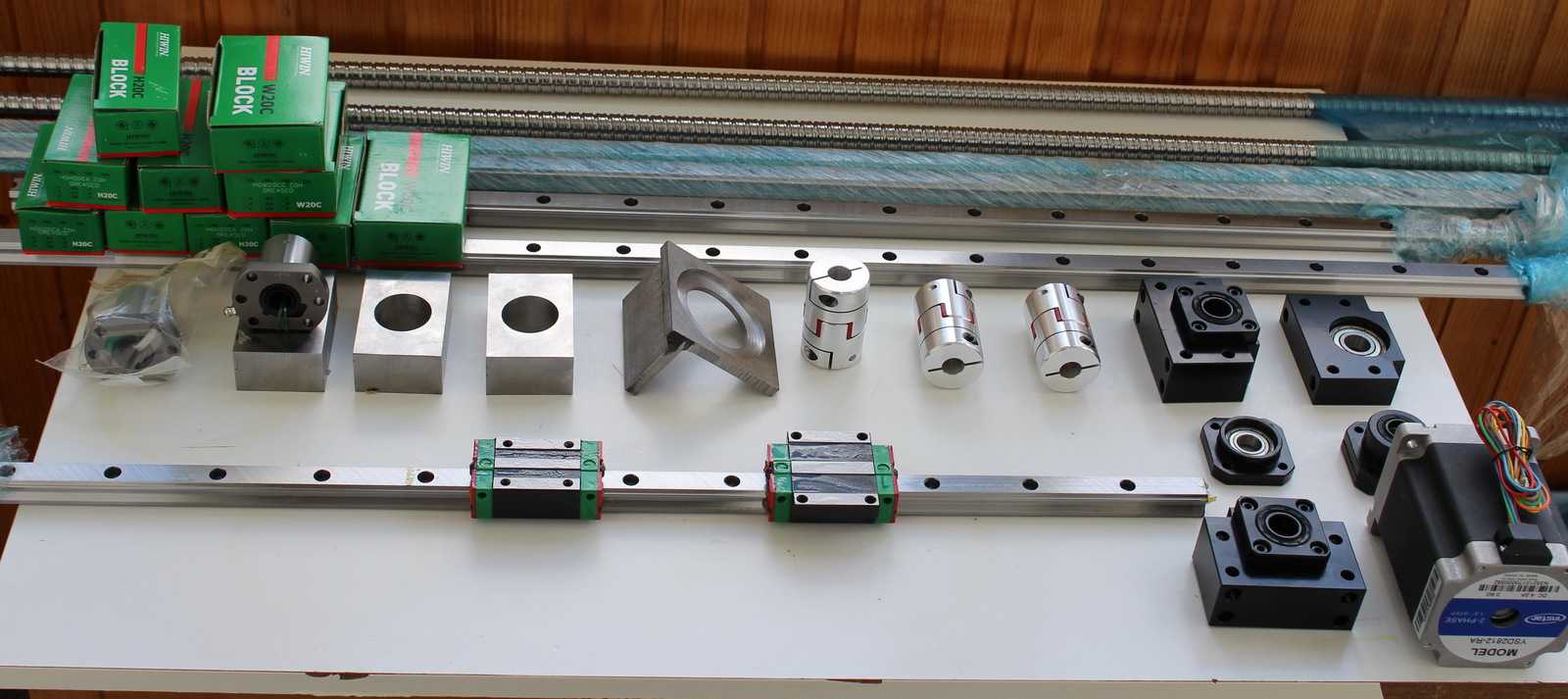
- Шарико-винтовая пара 40″ с шариковой гайкой / $225;
- Упорные подшипники (4 шт.);
- Опора двигателя (2 шт.), изготовленная из нержавеющей стали и алюминия на Tormach 770 с ЧПУ;
- Соединительная втулка (2 шт.), она же гибкая муфта вала, на Amazon от $5 до $50 в зависимости от размера;
- Корпус блока управления, сталь, размер 24″×16″×10″;
- Выключатели для питания, защитного отключения и т.д.;
- Провода: 12ga, 14ga и 22ga;
- Реле, выключатели и т.д. из разобранных частей станка;
Инструменты
- Фрезерный станок ЧПУ, концевые фрезы, расточные оправки, токарные инструменты для обработки креплений двигателя.
- Дрель, отвертки, гаечные ключи, инструменты для зачистки проводов, обжимные устройства и т.д.
- Паяльник и олово.
- Модификация самого механизма.
- Сборка блока управления.
- Установка и настройка управляющего ПК.
Плата управления для LPT-порта/интерфейсная плата
Осторожно: некомпетентность!
Приходится читать на форумах сообщения типа «Смазал ШВП маслом для швейной машинки». Тут же включаются оппоненты и категорически запрещают применять это средство. Ориентироваться на советы форумчан – не стоит. Многие делятся своей некомпетентностью, вводя других в заблуждение.
Для снятия старого слоя смазки одни советуют взять WD-40 или аналогичную жидкость, а другие категорически против. Хотя эта смазывающе-охлаждающая жидкость идёт в заводском комплекте к настольному ювелирному граверу фрезеру MAGIC 30.
Многими не берётся в расчёт важное физическое свойство смазки – ее вязкость, которая делится на 3 класса. Она определяет толщину защитного смазочного слоя, которая зависит от степени нагрузки, контактирующих поверхностей и частоты вращения
Если у подшипника частота вращения превышает средний уровень, вязкость должна быть меньшей.
Это требование зачастую игнорируется. У многих узлов станков с ЧПУ, смазанных таким образом – незавидная доля. Самые надёжные рекомендации – в инструкции по применению станка и его техническом обслуживании.
Применять хорошие масла и смазочные средства, что обеспечит, к тому же, снижение трения и износа, защиту от коррозии, малошумность в работе. Смазка также служит теплоотводом.
В этой статье мы обзорно проанализировали, чем смазать швп в станке с чпу, ответили, по возможности, на ряд важных вопросов по данной теме. Главное и наиболее приемлемое можно применять на практике.
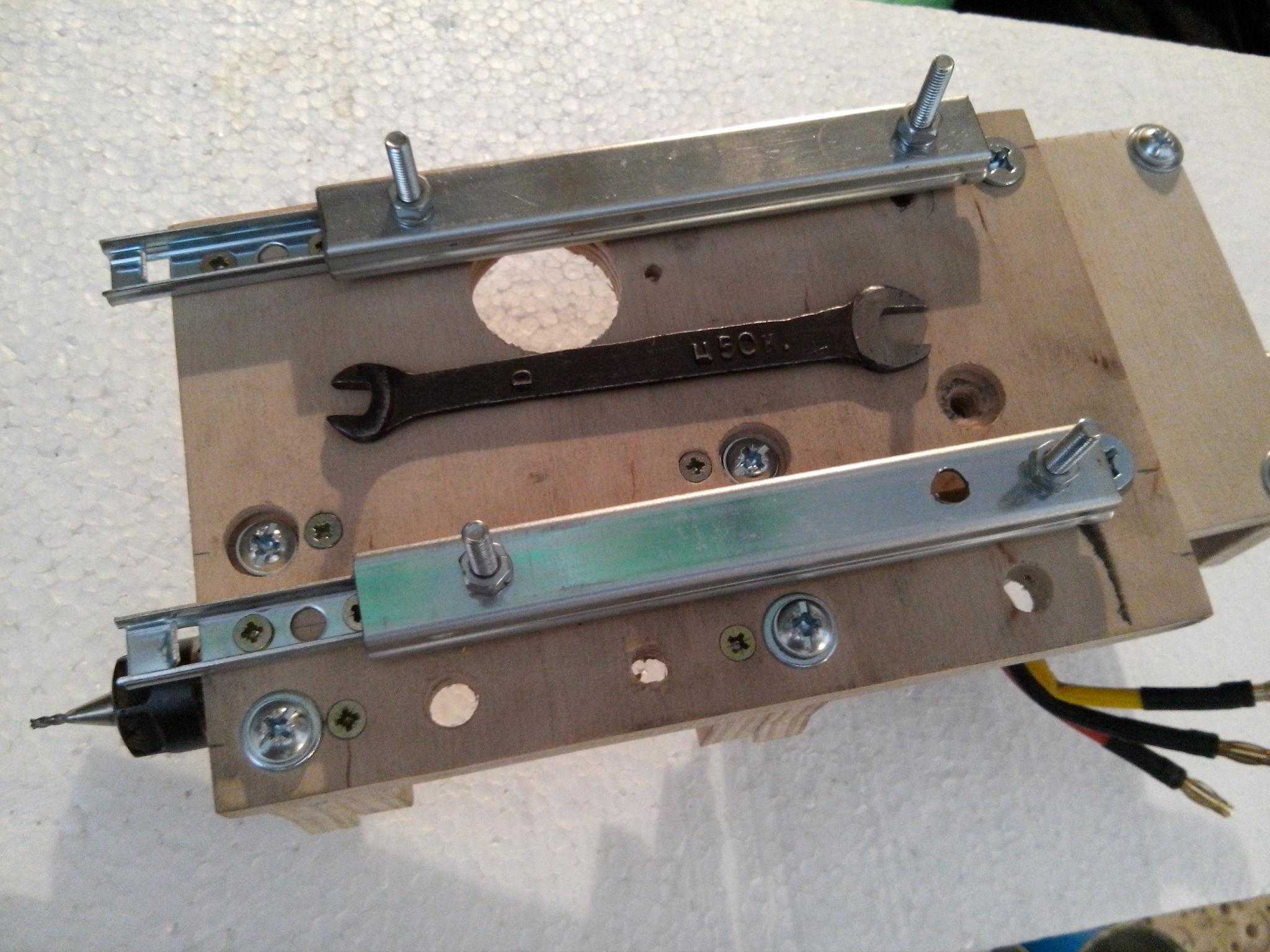
Шина из алюминиевого профиля или рельса
Понадобится:
- два куска профиля из алюминия;
- два куска фанеры разной толщины;
- винты и саморезы с плоскими головками;
- гайки М3.
Сначала к отрезку тонкого фанерного листа винтами крепится отрезок профиля более крупного сечения. По его сторонам саморезами прикручивают полосы из толстой фанеры, излишки которых обрезают по ширине.
Далее к работе готовится пила. Для этого в большой профиль нужно поместить профиль, имеющий меньшее сечение. Необходимо следить за тем, чтобы он двигался свободно, не стопорился головками болтов. Затем винтами-барашками он прикрепляется на подошву циркулярки параллельно распилочному диску. Оба профиля должны иметь форму буквы П. Пила закрепляется на шине, которая кромкой накладывается на разметку заготовки, и с помощью струбцинов фиксируется. Механизм готов к работе.
Описанные конструкции самодельных направляющих шин для циркулярок получили самое большое распространение. Очевидно, имеются и другие варианты таких приспособлений, которые можно сделать в домашних условиях. Обойдутся они при этом значительно дешевле, чем сделанные на заводе, не уступая им по эффективности. К тому же их можно применить при работе не только с циркулярной пилой, но и с ручной фрезой, и электролобзиком.








Проектирование и подбор комплектующих для станка с ЧПУ
Проектирование станка с ЧПУ. Часть 2. Постановка задачи
Обрабатываемые материалы и режимы обработки. Эти данные следует использовать, чтобы вычислить такую информацию как планируемый к использованию инструмент
Очень важно тщательно определить минимальный и максимальный тип и размер фрез, это затем скажется на выборе шпинделя, а он, в свою очередь, обуславливает всю остальную конструкцию станка. Надо определить вид и размер фрез, будут ли использоваться резьбонарезные головки или точное позиционирование инструмента, потребуется ли автоматическая смена, будут ли использоваться шпиндели с инструментальными конусами или достаточно цангового зажима типа ER и т.п.
Усилия резания на фрезе
Максимальное усилие резания на фрезе обязательно необходимо если не знать более-менее точно, то как минимум иметь интуитивное представление о нём. Усилия резания — параметр, исходя из которого определяется жесткость, т.е. важнейшая характеристика будущего станка. Станок с недостаточной жесткостью будет выдавать некачественную поверхность, ломать фрезы, изнашивать шпиндели и направляющие, с избыточной жесткостью – будет дорогим, громоздким и экономически неэффективным.
Модель или хотя бы тип и размер шпинделя. Он достаточно определенно вытекает из предыдущих 2 пунктов. Под разные шпиндели – разные станки!
Комплектация станка. От обрабатываемых материалов зависит, нужна ли будет система защиты направляющих от стружки/пыли, подача СОЖ, вытяжка для удаление продуктов резания и т.п. Скажем, для деревообрабатывающих станков практически невозможно работать без вытяжки, но не нужна СОЖ, а для станков по алюминию – наоборот, для станков по алюминию защита направляющих желательна, но в целом опциональна, а для станков по чугуну – просто необходима, и т.д.
Количество осей. В зависимости от требований к изделиям станок может быть 3-осевым, 4-осевым (с 1 поворотной осью), 5-осевым (с 2 поворотными осями). Число осей также сильно влияет на конструкцию станка, его сложность и стоимость.
Ход по осям и вылет шпинделя. Эти данные на данном этапе определяются примерно, без особой точности, для получения модели действующих сил в первом приближении.
Вал и его виды
Стоит дать краткую характеристику и остальным видам.
- Шлицевому валу свойственно наличие специальной дорожки для шариков втулки. Отличаясь большей жесткостью и износостойкостью, сравнительно с валом обычного вида, применим в механизмах, в которых желателен монтаж направляющих на концах. В конструкции станков задействованы крайне редко из-за дороговизны.
- Вал на опоре в виде цилиндрических рельс линейного типа не допускает прогибания под нагрузкой и собственным весом. Его крепят на станине, надежно фиксируя. Несмотря на минусы, выражающиеся в наличии большого люфта втулок, их малом сроке эксплуатации, у цилиндрических рельс – большая грузоподъемность. Отличаясь от линейных подшипников, каретка по-разному реагирует на степень нагрузок. У небольшого станка ЧПУ, имеющего тяжелый шпиндель, есть вероятность того, что снизится точность.
- Предназначение профильных рельсовых направляющих – большая точность. Они также прикреплены к станине. Благодаря специальным дорожкам качения, нагрузки на каретку распределяются равномерно по поверхности, а профилем касания шарика к рельсе есть дуга. Среди плюсов – наличие хорошей грузоподъемности и износоустойчивости, а люфт сведен к минимуму. Сложности производства таких рельсов, отрицательно сказываются на ценообразовании, они дорогостоящие. Особенно это относится к направляющим, поставляемым известными брендами, у которых станки имеют числовое программное управление.
- У роликовых рельсов – плоские дорожки качения, а в опорном модуле, на месте шариков, установлены ролики, улучшающие все параметры направляющей. Их применяют в станках, фрезерующих черные металлы, сталь и камень.
- «Ласточкин хвост» выбирают для промышленного металлообрабатывающего оборудования, если нужна повышенная жесткость крепления. В направляющих этого типа – скольжение плоских поверхностей при максимальной площади контакта. Их выполняют в виде монолита со станиной. Вследствие сложности и трудоемкости процесса изготовления и ремонта, поэтому хоббийное станкостроение не приемлет эти направляющие.

Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
Недостатки:
- при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
- повышенная чувствительность к стружке и пыли;
- невозможность подгонки подшипника к валу и создания преднатяга.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Роль шарико-винтовых передач
В смазке нуждаются также все системы и виды линейного перемещения: шариковые рельсовые направляющие, на кулачковых роликах и с шариковыми втулками, и непосредственно высокоточные шарико-винтовые передачи, которые применяются в станках нового типа.
Именно ШВП обеспечивают высокую точность позиционирования (6 мкм с длиной перемещения 300 мм). Высокая скорость обработки деталей и частота вращения, влияние на станок ударных нагрузок при резке метала или прочной древесины, способствуют изнашиванию этих узлов, приводят к задирам. Суппорт начинает двигаться рывками, появляется вибрация, а это плохо влияет на качество обработки деталей.
Эти узлы отличаются сложностью в изготовлении, высокой стоимостью, поэтому к ним специалисты обычно относятся исключительно бережно, тратя солидные суммы на масло для смазки.

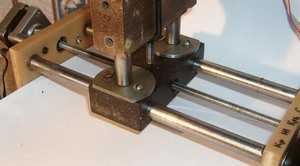
Рекомендации умельцев
Для маленького домашнего станка ЧПУ в качестве направляющих следует взять автомобильные стойки.
 Автомобильные стойки подойдут для маленького станка ЧПУ
Автомобильные стойки подойдут для маленького станка ЧПУ
Их используют в отечественных автомобилях, поэтому достать их не составит труда. Используются штоки от стоек, они обладают прочностью и сделаны из качественного металла.
Поэтому проявив смекалку и фантазию, у мастера возможности становятся безграничны. Немного подумав, несложно собрать станок ЧПУ своими руками из подручных деталей, находящихся в доступе и не используемых по назначению. Это сократит затраты на домашнее производство и повысит его продуктивность и качественность.
Низкопрофильные системы линейного перемещения Mini-Rail LPM
Низкопрофильные системы линейного перемещения Mini-Rail LPM
- Низкий профиль для малых пространств
- Низкая стоимость полимерной каретки
- Литые резьбовые вставки из стали
- Двойной рельсовый путь
- Идеальны для тяжелых условий работы
- Доступны в 4 размерах
Материалы:
Полимерная каретка SimGlide-J (класс воспламеняемости UL 94 HB) Литые резьбовые вставки из стали Рельсы из алюминия Литые резьбовые вставки из сталиРабочая температура: от минус 35С до плюс 65СХимическое сопротивление: Устойчивы к смазкам, горючим материалам, красителям, слабым кислотамФактор снижения нагрузки: 0,7-1,0 для низких скоростей; 0,4-0,7 для средних скоростей; 0,1-0,4 для высоких скоростей
Каким конструкциям отдать предпочтение
Не все могут позволить себе приобрести, скажем, обрабатывающий центр с ЧПУ для изготовления мелкосерийных деталей в домашних условиях, станок форматного типа или для токарных работ. Но самодельный агрегат с ЧПУ, сделанный собственноручно – реально. Собранное устройство в умелых руках продемонстрирует образцы правильной обработки деталей.









Собирая механику программируемых станков, обычно применяют самодельные линейные направляющие, так как в устройствах с круговым движением нет необходимости
Обратим внимание на некоторые конструкции, применяемые при этом
Оцинкованные или хромированные трубы
Они идут с различным диаметром можно использовать как стержни при монтаже маломощных устройств – плоскошлифовальных наждаков, сверлильных или токарных станков. По шлифованному цилиндрическому стержню осуществляется движение бронзовой втулки. Иногда суппорт делают и без нее. У труб – невысокая цен, их легко обрабатывать. Хотя есть минус: небольшой ресурс (стирание защитного слоя наступает спустя 15-20 проходок, после чего сталь изнашивается более интенсивно); нет нужного уровня прочности при высоких нагрузках.
Фрезер
Эффективен фрезер, в котором направляющий механизм изготовлен на основе бывшего в употреблении матричного принтера или печатной машинки «Янтарь». При таком варианте прослужит долго. Не нужно искать очень широкие подшипники, их внутренний поперечник должен равняться диаметру болтов.
Мебельные стержни
Проблему механики для станков с ЧПУ можно правильно решить при помощи мебельных стержней. Тем более, что самоделки с их применением гарантируют тщательную обработку на деревообрабатывающем, ленточно-шлифовальном оборудовании, и даже фрезерном с невысокой мощностью. Мебельные комплектующие относятся к дешевым, хотя ресурс у них небольшой.
Полированный вал
Недорогой и часто применяющийся тип направляющей. Сущность обработки – индукционно закалить верхний слой, что способствует повышению длительности эксплуатации и снижению интенсивности процесса изнашивания. Затем вал полируется, и каретка движется при минимальном трении.
Самодельные
Часто практикуется установка самодельных направляющих, используя то, что есть в наличии. Например, можно воспользоваться стальным уголком, подшипниками, гайками и болтами.
Предпочтение лучше отдать стальному уголку. Если использование механизма ожидается интенсивным, лучше его закалить и отшлифовать для снижения трения на подшипниках.
Штоки
Собирая маленький домашний станок, иногда пользуются, как направляющими, – штоками автомобильных стоек из отечественного авто. Они прочны и изготовлены из металла высокого качества. Это ощутимо сократит затрату средств на стоимость комплектующих.
Шины
Есть и такой вариант: алюминиевые шины из распредустройства трансформаторной подстанции с впрессованными медно-графитными втулками от стартера МАЗа. А подвижные узлы делают из пневмоклапанов, которые применяются для управления пневмоцилиндрами.
При изготовлении направляющих и кареток для чпу своими руками (роликовых или шариковых), надо пользоваться такими ожидаемыми критериями:
- сохранение заданных параметров;
- плавное линейное перемещение кареток;
- эффективность работы;
- низкое трение.
ОБРАТИТЕ ВНИМАНИЕ! Некоторые умельцы советуют в механике на станке обойтись без втулок. Такой вариант возможен, но это чревато ухудшением производимых изделий, а сроки эксплуатации установленного устройства из стержней – снизятся

Подготовка к работе
Прежде чем приступить к работе, необходимо определиться с необходимым набором инструмента и материалов, которые понадобятся в процессе работы.
Для работы будут использованы следующие инструменты:
- Циркулярная пила или можно использовать распиловочный лобзиковый станок.
- Шуруповерт.
- Шлифовальный станок.
- Болгарка (Угло-шлифовальная машинка).
- Электролобзик.
- Ручной инструмент: молоток, карандаш, угольник.
В процессе работы также понадобятся следующие материалы:
- ЛДСП.
- Фанера.
- Массив сосны.
- Стальная трубка с внутренним диаметром 6-10 мм.
- Стальной стержень с наружным диаметром 6-10 мм.
- Две шайбы с увеличенной площадью и внутренним диаметром 6-10 мм.
- Саморезы.
- Столярный клей.
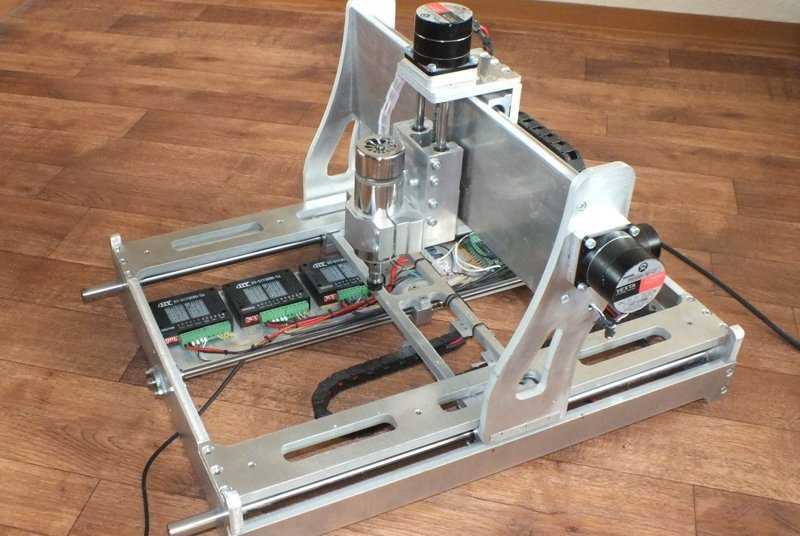
Последние штрихи
Токарный станок с ЧПУ в действии. Тестовый запускСкриншот LinuxCNC (Ни одна программа не загружалась, пока я не выяснил, как заставить ее игнорировать то, что она не подключена к станку)Приспособление для заточки ножей. Рукоятки изготавливаются на токарном станке ЧПУ!Готовое приспособление для заточки










- В результате этого проекта станок лишился возможности нарезать резьбу. Тем не менее LinuxCNC поддерживает эту возможность, если удастся реализовать обратную связь от оптического датчика скорости шпинделя.
- Будет очень кстати добавить жидкостное охлаждение СОЖ (смазочно-охлаждающей жидкостью), пусть даже для открытого станка, работающего на низких оборотах.
- Можно ограничить люфт, заказав новые шариковые гайки, у которых каждый четвертый или пятый шарик имеет другой размер, что позволяет уменьшить погрешность между шарико-винтовой парой и гайкой.
- ШВП необходимо защитить. Для этого нужно изготовить подходящие чехлы или хотя бы кисти для ее очистки.
Линейные направляющие своими руками
Профильные линейные направляющие, своими руками сделанные или приобретенные – это роликовые или шариковые высокоточные подшипники качения, служащие в линейных перемещениях. Они обладают возможностью воспринимать силы, действующие в любых направлениях, исключая направление перемещения.
Виды линейных направляющих
Линейные направляющие бывают двух видов:
- с циркуляцией шариков;
- с циркуляцией роликов.
Шариковые направляющие делают двух-, четырех- и шестирядные. Они миниатюрные, пригодные для использования в ограниченном монтажном пространстве. Линейные направляющие изготавливаются с разными приводами. Среди них чаще встречаются зубчатый ремень или привод ШВП (шариковые винтовые передачи).
Роликовые исполняются в виде цилиндрических направляющих и направляющих с плоским сепаратором.
Все направляющие должны обладать главными свойствами:
- малым трением;
- высокой эффективностью;
- плавным линейным перемещением;
- способностью сохранять рабочие параметры.
В последнее время в связи с развитием автоматизации большое значение приобрело применение модулей линейного перемещения, которые состоят из:
- прочного несущего профиля;
- точной направляющей системы;
- долговечного приводного механизма;
- серводвигателя с простым управлением.
В такой модульной составляющей находят свое применение направляющие как с подшипниками-шариками, так и с подшипниками-роликами. Рабочий привод осуществляется с помощью линейного двигателя, зубчатого ремня или шарикового винтового механизма.
Нашли свое применение и линейные столы, использующиеся при необходимости перемещения больших масс по осям. Благодаря габаритам, они воспринимают большие моментные нагрузки. В линейных столах используются:
- втулки линейного перемещения;
- направляющие с циркуляцией шариков.
Цилиндрические валы
Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Основные типы направляющих
В процессе конструирования и монтажа станков (заводского и самодельного изготовления) применяют разные типы направляющих устройства. Это связано с их предназначением – фрезерование, сверление или токарные работы. Они могут быть двух типов.
Направляющие скольжения
Их используют в оборудовании небольшой мощности, не требующем особой точности и высокой производительности. Такими деталями комплектуют сверлильные и токарные агрегаты настольного типа, деревообрабатывающие станки.
Полированный вал, как вид направляющей, относится к бюджетным. Он наиболее распространен.
ВАЖНО! Его изготавливают из высоколегированной стали, выполняют индукционную закалку и, впоследствии, шлифовку. Такая обработка служит для увеличения продолжительности работы, а вал изнашивается меньше
Полированный вал имеет недостатки:
- крепление в концевых точках, со станиной нет крепления, из-за чего налицо отсутствие жесткой связи со столом и наличие погрешностей в обработке,
- провисание при увеличенной длине, поэтому допустим её максимум – 1 метр. Рекомендуют иметь оптимальное соотношение диаметра вала и его длины (0.06-0.1), чтобы достичь нормальных результатов.
Как выбрать направляющие для станка с ЧПУ
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.






Валы круглого сечения
круглые полированные валы
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш.
Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости.
Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании. Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
- провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Заключение
Если установленные комплектующие же умельцем подобраны или обработаны неточно, с таким устройством будут проблемы
Поэтому важно всегда учитывать эти рекомендации:
- в фрезеровке металлических или каменных заготовок, профильным рельсам нет замены;
- если строится станок с рабочим полем, превышающим 7 кв. м., лучше подобрать вариант профильных направляющих;
- в оборудовании по обработке мягких материалов с маленьким рабочим полем, меньшим формата А4, применим полированный вал с диаметром 16-25 мм.
Если направляющая соответствует всем критериям, и каретка по ней движется плавно и равномерно, то и работа такого узла будет правильная.



