
Технология сборки металлического каркаса потолка
Установка начинается с нанесения линий положения направляющего профиля. Сделать это удобнее при помощи лазерного уровня. Учитывается кривизна потолка, толщина профиля, листа ГКЛ и изоляции. Лини наносят по всему периметру комнаты.
<?php echo adrotate_group(4); ?>
Следующий этап – нарезка и установка направляющих. Крепят их дюбель-гвоздями с шагом 50 см. Далее размечают на потолке точки крепления прямых подвесов – несущего профиля. Расстояние от стены до первого – 20 см. Остальные ставят с шагом 40-60 мм, но не менее одного метра.
Затем готовят несущий профиль. При необходимости его удлиняют с помощью продольного соединителя.
Несущие устанавливаются в следующем порядке: первый ставится в 10 см от стены, второй от него через 40 см, а все остальные с шагом 50 см. Если планируется вешать тяжелые люстры, то шаг снижают на 5 см
На этом этапе важно убедиться, чтобы светильники не попадали на каркас. После проверки на плоскостность подвесы прикручивают к профилям
 Каркас потолка из ГКЛ
Каркас потолка из ГКЛ
Перемычки (несущие в поперченном направлении) ставят реже. Соединяют «крабами». Фактическое положение несущего профиля отмечают на стенах, чтобы не промахнуться при последующей установке листов гипсокартона.
Металлические конструкции особенности
Основные материалы изготовления
Низкоуглеродистая сталь — наиболее распространенный тип стали, прочный и огнеупорный материал. Минус: подвержена коррозии т.к. железо в составе углеродистой стали быстро окисляется (углерод взаимодействует с кислородом, который содержится в составе воздуха, воды).
Нержавеющая сталь — в «нержавейке», как ее называют, также содержится углерод, но в гораздо меньшем количестве, обладает повышенными показателями антикоррозийности за счет наличия в своем составе присадок хрома и молибдена. Минус: производится без добавления никеля, поэтому сварочные работы с этим материалом не возможны.
Алюминиевые сплавы — малый вес и плотность, высокая пластичность, стойкость к коррозии, легко обрабатываются под давлением. Минус: относительно низкие механические свойства.
Титановые сплавы — отличные механические свойства, высокая стойкость к коррозии и пластичность, хорошо потдается сварке. Предназначены для работы в сложных условиях. Минус: относительно высокая стоимость.
Примечание: отдельные элементы такие как ограждения, решетки и т.п могут изготавливаться из чугуна.
Прокатная низкоуглеродистая и углеродистая — самые распространенные марки стали для изготовления металлоконструкций
От чего зависит выбор марки стали
- толщина элементов конструкции;
- выбранный способ крепления отдельных элементов конструкции;
- нагрузки;
- условия (климатические, локальные), специфики эксплуатации;
- степень ответственности возводимых конструкций;
- уровень напряжений на конструкции.
Защита от коррозии
- Первичный способ защиты — легирование (добавление в металл хрома или никеля);
- Основные способы защиты от коррозии:
- Лакокрасочное покрытие — нанесение на поверхность слоя грунтовки и лака (краски, эмали) с содержание в своем составе антикоррозионого состава;
- Металлическое покрытие — нанесение на поверхность защитного металлического покрытия с антикоррозийными показателями (хром, медь, цинк и другие);
- Специальные способы защиты (оксидирование, жаркая оцинковка, неметаллическое покрытие, химическое покрытие).
Почти любая сталь подвержена коррозии (ржавлению) — при производстве металлоконструкций необходимо использовать для всех типов металла современные антикоррозийные средства.
Способы крепления элементов конструкции
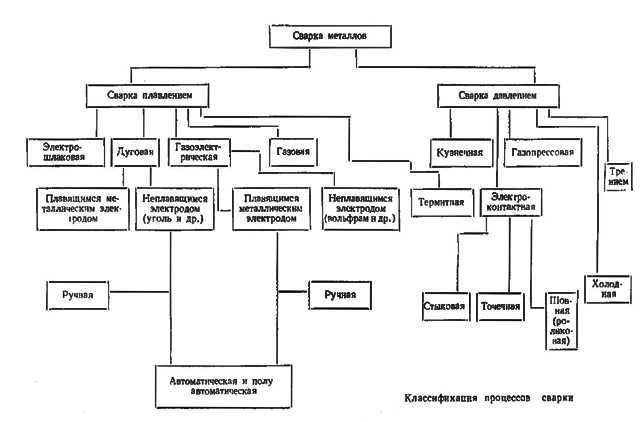
- Сварка — надежный метод для создания неразрывных соединений. Идеально подходит для крупных конструкций. Минус: при данном способе разобрать и перенести конструкцию не получится.
- Болтовое соединение — необходимо выполнять сверление отверстий под болты, которые могут быть повышенной и нормальной точности, поверхности элементов конструкции должны быть идеально ровными чтобы детали совпали при сборке. Возможность дальнейшей разборки конструкции (мобильные сооружения). Минус: относительно более трудоемкий способ
- Заклепочное соединение — применяется там, где не возможна сварка или конструкция испытывает значительные вибрационные нагрузки. Минус: относительно менее экономически выгодный способ.
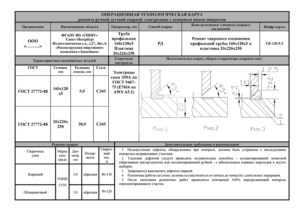
Ремонт металлоизделий
Текущий ремонт металлоконструкций с использованием электродуговой сварки предполагает выправление повреждённых мест методом их пластического деформирования. Как правило, для этих целей применяются особые приспособления, в состав которых входят домкраты винтового или гидравлического действия.
Ремонт (правка) металлоконструкций этим методом без дополнительного нагрева допускается лишь в редких случаях, когда радиусы деформации не превышают определённой величины.
Крупногабаритные и объёмные металлоконструкции ещё до ремонта разбираются на простые составляющие с одновременным удалением имеющихся на них швов, болтовых соединений и заклепок. Причём первые удаляются с применением сварки электрической дугой с использованием угольных электродов, покрытых медью.



Трещины в теле металлоконструкции, а также её повреждённые составляющие завариваются уже описанными методами при условии введения дополнительных продольных накладок. Длина каждого из таких усилительных элементов должна примерно вдвое превышать ширину участка заготовки, подлежащего ремонту.
Элементы трубопроводов с трещинами или разрывами в стенках восстанавливаются путем заваривания повреждённых мест или их удаления. При этом трубы перед электросваркой разделываются любым из известных механических способов (с применением специальных станков, например).
Ремонт и восстановление мест стыковки элементов трубопроводов помимо обычного механического метода, предполагающего использование типового слесарного инструмента, могут проводиться за счёт наращивания металла электросваркой.
Таким образом, для качественной сварки и ремонта металлоконструкций необходимо технологическое сопровождение этих процессов, сводящееся к выполнению определённых условий нормативного характера.
При этом важно не только следовать указаниям действующих стандартов и нормативов, но и владеть достаточным опытом проведения монтажных работ
Технические условия на изготовление фундамента.
Для станков нормальной точности: Несущая способность грунта 5кг/м2. При необходимости фундамент нагрузить дополнительной нагрузкой (бетонными блоками, блюмсами и т.п.), превышающей массу станка в 3-4 раза и ежедневно до окончания усадки проверять нивелиром высотные отметки по реперу, не связанному с фундаментом.
Для станков повышенной точности: Фундамент должен выполняться со свободными боковыми гранями и применяться тяжелый бетон проектных марок по прочности на сжатие 150-200 кг/см2. Для заливки фундамента применять бетонную смесь с объёмным соотношением цемент-песок- щебень 1:1:3 (марка бетона не ниже М250). Глубина фундамента Н > 0,6 √F, где F – площадь фундамента. Фундамент армируется единой решёткой по длине, ширине и высоте с величиной ячейки 200 мм. Диаметр арматуры зависит от величины фундамента и может быть от 12 мм до 20 мм.
Прочность бетона фундамента. Монтаж станка может быть допущен при достижении бетоном прочности на сжатие не ниже 50% проектной (примерно соответствует семидневному бетону). К моменту пуска станка прочность бетона должна быть не ниже 70% проектной (примерно соответствует 15 дневному бетону). Срок полного твердения бетона – 28 дней. Качество бетона контролируют по прочности контрольных кубиков 200х200х200 мм. Прочность бетона в готовом фундаменте может быть грубо оценена по звуку и ударам.

Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.
Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
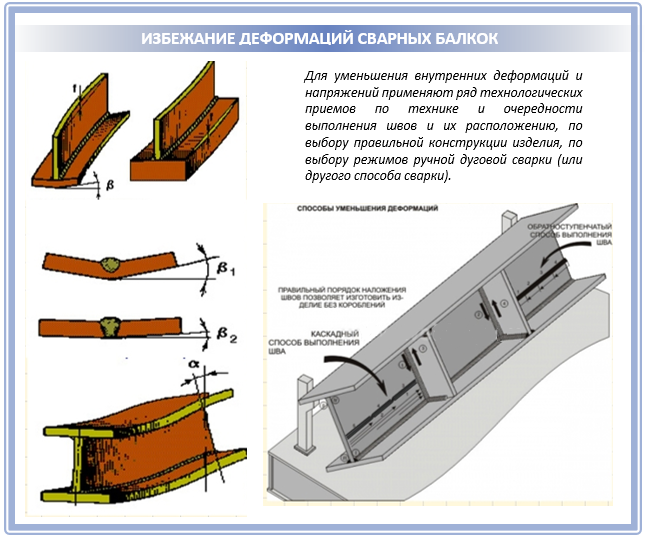
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.

Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
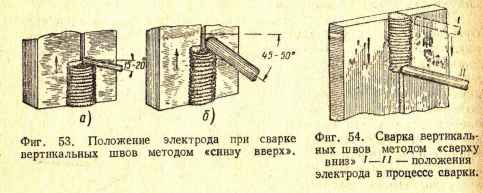
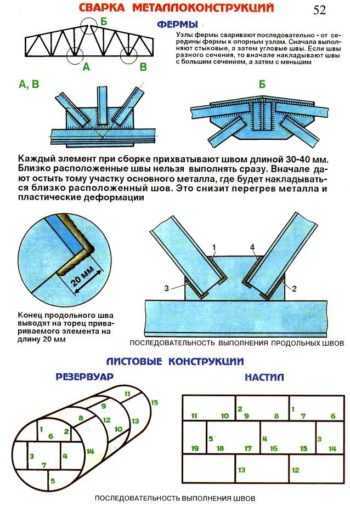
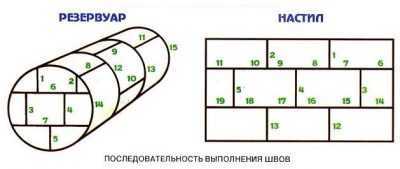
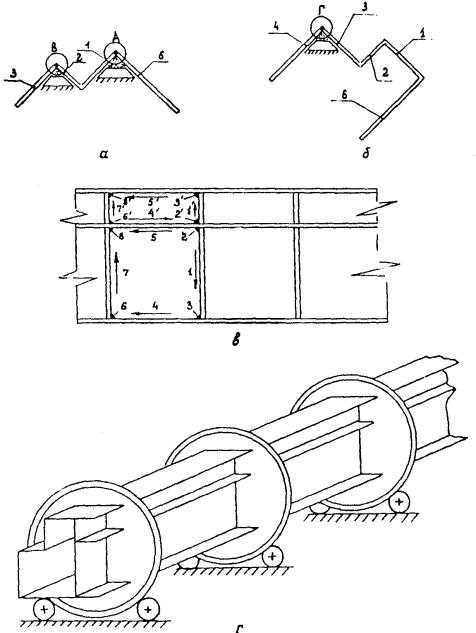
В карте на монтаж металлических изделий указываются схемы монтажа и последовательность действий при этом. Требованием технологичности является возможное расположение швов при сварке — нижнее горизонтальное. Хорошим вариантом является прокладка шва «в лодочку».






Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.

Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.
Можно построить самостоятельно?
Если речь идет о том, чтобы собрать пришедшие с завода детали в одну конструкцию — то запросто, но с помощниками. Вся работа состоит в отыскивании нужной детали и установке ее на место, указанное в чертежах. Поначалу сложно, потом — освоитесь.
Если под «строительством металлокаркасного дома своими руками» подразумевают его сварку из профильной трубы, то дело это неоднозначное. Если строить собрались небольшой дачный домик, то вопросов нет: каркас можно поставить по тому же принципу, что и деревянный и для одноэтажного строения для угловых стоек достаточно трубы 80*80 мм, а для промежуточных можно взять меньше. Но шаг установки все равно диктует утеплитель: расстояние в просвете должнобыть 58-59 см (чуть меньше стандартной ширины минеральной ваты).
 Собранный скелет дома из специального оцинкованного профиля
Собранный скелет дома из специального оцинкованного профиля
Единственное, что нужно помнить: при использовании профильной трубы мостики холода будут обязательно. Тогда само утепление потребуется сделать в несколько слоев, перекрывая утечки тепла, что решит проблему. Один слой традиционно ставится в распорку между стойками. Сечение профильной трубы далеко не 200-250 мм, которые необходимы для утепления дома в Московском регионе (под минеральную вату). Потому под недостающие слои устраивается поперечная обрешетка (с одной или двух сторон — решайте сами). Получается, что между стойками утеплитель уложен вертикально, а по обрешетке — горизонтально. Мостиков холода стало значительно меньше.
Со стороны помещения утеплитель закрывается пароизоляционной мембраной (она не должна пропускать влагу в утеплитель). Со стороны улицы на него закрепляется ветрозащитная паропроницаемая мембрана с гидроизоляционными свойствами. Она выолняетсразу три функции:
- защищает от ветра,
- не дает попасть конденсату или случайно попавшим осадкам в утеплитель,
- выводит из утеплителя пар, который туда все равно проникает из помещения (несмотря на пароизоляцию).
Только при таком пироге и наличии между наружной мембраной и отделочными материалами вентазазора можно быть уверенным в том, что утеплитель не будет мокнуть. Только для того чтобы вентзазор работал, необходимы еще вентиляционные отверстия внизу стены и негерметично заделанный выход под кровлю сверху: поток воздуха между наружной отделкой металлокаркасного дома и ветрозащиной мембраной должен проходить не встречая препятствий.
Для вдохновения — видео, на котором снят процесс сваривания дачного домика из профильной металлической трубы. Тем, кто умеет варить металл, сделать металлокаркасный дом своими руками из трубы не составит труда.
Виды
Основа каркаса – профиль. Он подразделяется на несущий и направляющий. Последний формирует плоскости, его крепят к несущим поверхностям. Несущий используется для фиксации гипсокартона или другого листового материала.
Основной материал, из которого изготавливаются каркасные элементы, – оцинкованная сталь. Это способствует долговечности каркаса в любых условиях эксплуатации. Ввиду различий в предназначении, профили отличаются геометрическим характеристиками и формой::
Несущий (CD) или потолочный/ стоечный (ПП). Ходовой вид для потолка и стен – CD-60 (ПП-60)
Он обладает высокой прочностью, небольшим весом и легко гнется, что важно для сборки многоуровневых потолков. Выпускается с длиной рейки от 2,75 м до 4,5 м и поперечным сечением 60 на 27 мм
Популярен металлический профиль с длиной 3 и 4 м.
- Арочный, который гнется руками, с теми же функциями и размерами. Такой профиль стоит дорого и используется для создания фигурных конструкций.
- Направляющий из металла UD или ПН. Опыт показал, что оптимален для гипсокартона UD-27 (ПН27), размеры сечения которого 28 на 27 мм. Как раз, чтобы в него входил CD-60. Длина стандартной рейки – 3 м.
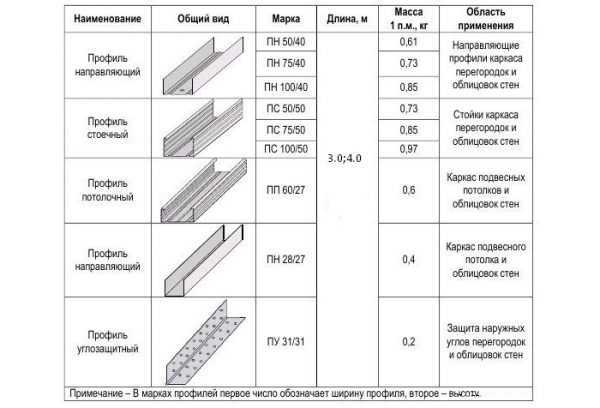 Виды профиля
Виды профиля
- Несущий или стоечный металлический профиль для стен, арок и перегородок CW. Его еще маркируют ПС. Используется редко из-за недостаточной жесткости. Для ГКЛ рекомендуется CW-50 с размерами сечения – 50 на 50 мм. Есть аналогичные элементы с большим сечением – CW-75, CW-100 (50 на 75 мм и 50 на 100 мм соответственно).
- Направляющий UW (или ПН) используется совместно с CW. Наиболее подходящий для работы с ГКЛ – UW-50. Применяется для формирования внешних углов. Размер сечения – 50 на 40 мм. Детали с размерами побольше – UW-75, UW-100 – используются для сборки каркасов с CW-75, CW-100.
Толщина металла, из которого сделан профиль, различна, но оптимальная – 0,55 – 0,6 мм.
Не менее важная информация по теме: Монтаж каркаса из металлического профиля на стену
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.





 Сварка металлических конструкций.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия.
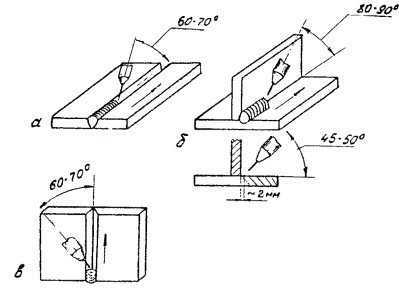
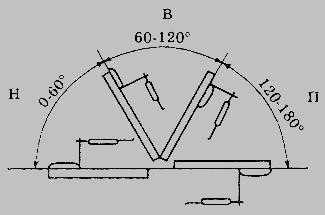
Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы.
Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности.
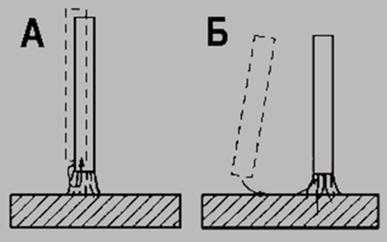
Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства. Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом
Это позволит в дальнейшем провести их механические испытания
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
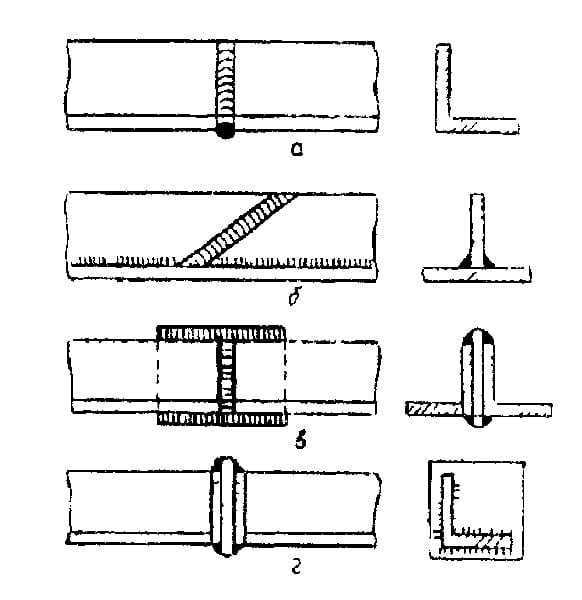
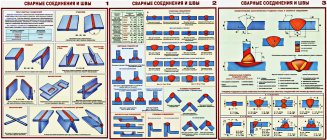
Сварные соединения и их виды
Сварные соединения классифицируются по наличию одного из следующих признаков:
- Месторасположение соединения 2 деталей.
- Тип применяемого сварного шва.
- Сварочные технологии, применяемые при соединении.
- Окружающими условиями, при которых проводился сам процесс
- По толщине деталей.
- Марка сплава, из которого изготовлены детали.

Сварной шов по алюминию
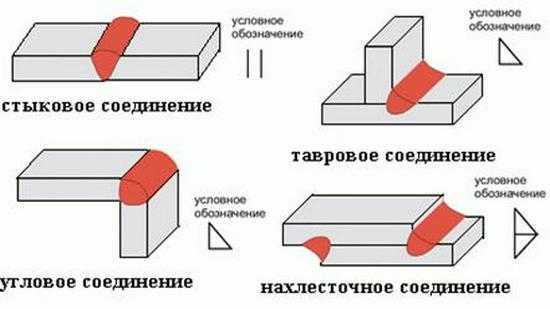
Касательно первого пункта плана, днетали, по геометрическому расположению, имеют четыре вида соединения:
- Встык, одноплоскостное соединение двух заготовок.
- Внахлест, когда заготовки привариваются при наложении края одной детали на край другой.
- Угловые соединения — объединение деталей под определенным углом.
- Тавровое соединения. Сварка при примыкании детали к другой торцевой плоскостью.
Стыковые соединения выполняются проваром по толщине элемента или при создании шва на выводных планках. Если сварочный процесс выполняется вне цехового помещения, то соединение можно организовать односторонней сваркой, с дальнейшей подваркой основания шва, что подразумевает собой заполнение пространства между элементами, производимое по одной из кромок.




Работа основывающаяся на выводных подкладках кардинально разнится с предшествующей. Подкладка должна прилегать к кромке объединяемых деталей — это раз. Образовавшееся пространство должно иметь размеры не более 6 мм. Данное условие распространяется на метод ручной сварки. Если же работа выполняется механизированным способом. То он не должен превышать 15 мм. Подкладки выбираются исходя из параметра толщины, чтобы во время рабочего процесса не случился прожог детали.

Сварной шов по титану
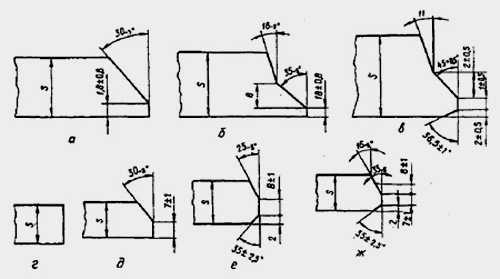
В возводимых конструкциях, основанных на стыковых соединениях, нередко объединяются заготовки, выполненные в разной толщине. В таком случае применяется метод обработки, при котором уменьшается угол наклона у стали с большей толщиной, который должен соответствовать 1/8 наклона растянутых заготовок металлоконструкции, или 1/5.для сжатых элементов.
Расчёт по СНиП
Перед тем как, перейти к расчетам, для начала, нужно определиться, каким образо будет собираться конструкция в последующем, с помощью сварных или болтовых соединений. Исходя из этих данных, останется выбрать тот или иной вид металлопроката. При этом желательно, а в некоторых случаях обязательно необходимо учитывать требования СНиП, поскольку для каждого вида металлоконструкций существуют определенные нормативы.
В большинстве случаев в строительстве используется металлопрокат общего назначения, а именно: тавры и двутавры, трубы различных типов профиля (круг, квадрат, прямоугольник), уголки, швеллеры. Также применяют специальные изделия, получаемые путем проката – двутавровые балки, профильный лист
Классификация проводится по следующим характеристикам: форма, габариты, вес определенной единицы длины, допустимые погрешности размеров и геометрии, и даже способ перевозки
Важно знать, что все металлопрокатные изделия производятся согласно ГОСТ или в редких случаях согласно техническим условиям предприятия. Расчет металлоконструкций относительно экономичности проката выполняется отдельно, для этого существуют специальные формулы, и начнем мы именно с этого этапа
Дополнительные элементы каркаса
На рынке представлено множество элементов, упрощающих сборку и увеличивающих прочность каркасов. Из числа стандартных чаще используются следующие:
Подвесы. Различают прямой и анкерный. Прямой подвес для несущего профиля представляет собой перфорированную ленту из металла длиной от 7,5 до 30 см, которую перед установкой сгибают буквой П. Самая ходовая длина – 12,5 см. Подвес крепится к несущей поверхности дюбелем и рассчитан на нагрузку до 40 кг.
Не менее важная информация по теме: Металлическая перемычка
 Виды соединителей для ГКЛ
Виды соединителей для ГКЛ
Он используется для крепления реек из металла одного уровня крест-накрест. Способен выдержать до 20 кг веса на кв. метр поверхности на одних защелках без фиксации саморезами. Двухуровневый предназначен для связки несущих профилей различных уровней.
Установка металлического каркаса немыслима без крепежа. Наиболее часто применяются следующие виды:
<?php echo adrotate_group(4); ?>
- Дюбели. Для сборки применяют пластиковые дюбели размерами 6 на 40 мм и 6 на 60 мм. В основном используются последние – с их помощью крепятся направляющие. Первыми крепят каркас второго уровня.
- Саморезы. Для соединения элементов каркаса между собой используют сверлящие (с головкой типа буравчик – LB) или прокалывающие (с острой головкой – LN) саморезы, длиной от 9 до 16 мм и диаметром 3,5 мм. Но лучше применять универсальные с пресс-шайбой и острой головкой или тексы с размером 9,5 на 3,5 мм. Листы гипсокартона прикручивают саморезами по металлу TN25 длиной 25 мм и диаметром 3,5 мм с частой резьбой. Если слоев гипса несколько, берут саморезы длиной 35 мм.
Преимущества и недостатки
Эта технология все более популярной становится в европейских странах (в том числе северных), в Канаде и Америке. А все потому, что сталь не гниет, ее не едят насекомые. Металлокаркасное строение весит в несколько раз меньше дома из древесины (в два раза), и тем более, оно легче домов из кирпича и других подобных материалов. Небольшой вес здания — это меньшие затраты на фундамент, так как его параметры зависят от нагрузки, что еще больше снижает стоимость квадратного метра застройки. Обычно под такие дома ставят свайные, свайно-ростверковые или ленточные фундаменты. В среднем один квадрат площади стоит 4-5 тыс. рублей (без учета стоимости отделочных материалов).
Технология, по которой строят металлокаркасный дом называется — легкие тонкостенные стальные конструкции, или сокращенно ЛСТК. Легкий — не значит непрочный. Дома, возведенные по технологии ЛСТК, выдерживают землетрясения силой в девять баллов. Но это касается строений не выше 3-х этажей.
Еще одно преимущество стального каркаса перед деревянным — его прочности достаточно для того, чтобы выдерживать тяжелые кровельные материалы. Если вы решили использовать керамическую черепицу — пожалуйста. Только ее вес необходимо заложить при расчете параметров фундамента.





Сама конструкция пирога стены практически такая же, как у деревянных. Вся разница в используемом для каркаса материале и способе сборки.
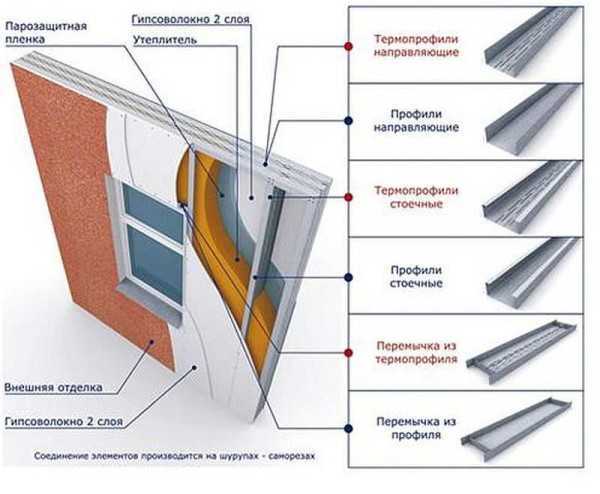 Стена дома из металлопрофиля в разрезе
Стена дома из металлопрофиля в разрезе
Как же быть с мостиками холода? Производители утверждают, что проблема решена. Современные термопрофили, из которых и строят частные дома, имеют разрезы, расположенные в шахматном порядке. Они препятствуют сквозному промерзанию элементов конструкции.
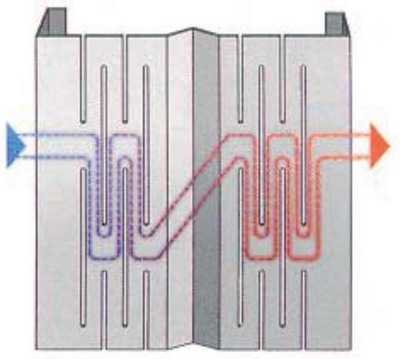 Так выглядит картинка «работы» термопрофиля
Так выглядит картинка «работы» термопрофиля
И хоть термопрофили действительно работают, все равно такой дом более холодный, чем деревянный каркасный. Тем не менее, проблему можно решить, сделав качественное утепление. При правильном исполнении «пирога» утепления со всеми мембранами (ветрозащитная паропроницаемая снаружи, пароизоляция внутри) металлокаркасный дом будет теплым и на отопление уходить будет не больше, чем в так называемых «теплых домах».
Для утепления можно использовать любой современный утеплитель — минеральные ваты, пенопласт, экструдированный пенополистирол, вспененное стекло, эковату. Самые лучшие характеристики у пеностекла, чуть хуже у экструдированного пенополистирола. Но они имеют солидную цену, хотя требуемая толщина в несколько раз меньше, чем минеральной ваты. В результате затраты на утеплитель получаются сопоставимыми.
Наиболее оптимальное сочетание качеств и цены у минеральной ваты. Удобнее работать с базальтовой. Она же имеет хорошие характеристики. Стекловолокно по характеристикам тоже неплохое, но с ней работать сложно. Шлаковата — самая дешевая, но она очень боится намокания, при ее использовании обязательно устройство вентилируемого фасада.
 Вариант полной сборки дома на стальном каркасе (технология ЛСТК)
Вариант полной сборки дома на стальном каркасе (технология ЛСТК)
По приведенным выше причинам из всего многообразия чаще всего выбираю базальтовую вату
Она хорошо устанавливается в каркас, обладает хорошими теплоизоляционными свойствами, относительно недорога, к тому же является неплохим звукоизоляционным материалом, что для данной технологии важно



