Структурные элементы
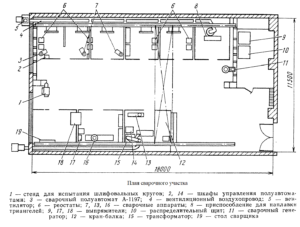
Очень важно правильно подходить к структуре сборочно-сварочного цеха. Это производственное помещение, в котором проводятся различные операции с использованием широкого ряда разноплановых материалов
Кроме основного цеха в структуру производства должны входить складские помещения: для металла, для расходных материалов.
В заготовительном отделе металл подготавливают к работе: проводят резку под заданные размеры, зачистку, шлифовку и прочее. Далее продукция поступает на промежуточный склад, где собираются заготовки по позициям.
Затем идет основной цех, где производится сборка, сварка деталей и узлов в единую конструкцию. Последний отдел в структуре – склад готовой продукции.
 По понятным причинам в небольших сварочных цехах такое не организовать, но этого и не надо. К примеру, промежуточный склад здесь ни к чему, то же самое касается заготовительного цеха.
По понятным причинам в небольших сварочных цехах такое не организовать, но этого и не надо. К примеру, промежуточный склад здесь ни к чему, то же самое касается заготовительного цеха.
Как показывает практика, все операции проводятся обычно в одном помещении. А готовую продукцию хранят или на улице под навесом, или выдают тут же на руки заказчику.
Описание структуры со складами – достаточно большой комплекс, который может располагаться под одной крышей или в разных зданиях. В таких условиях не обойтись без продуманной организации логистики, позволяющей сэкономить на транспортных средствах.
В новых производствах стараются сварочные цеха расположить по блочному или модульному принципу. Вся структурная цепочка располагается на одной линии с необходимой последовательностью перемещения, начиная от исходных материалов, заканчивая готовой продукцией.
Отношение потребителей к сварочным цехам практически однозначное – это пыльное помещение, в котором работают люди в запачканных спецовках. Но не стоит думать так обо всех цехах.
Новые требования и правила представляют собой новый подход к грамотной организации труда, где в первую очередь ставка делается на человека, на его профессионализм, на то, в каких условиях он работает. От этого во многом зависит результат.
Можно ли изготовить что-то своими руками
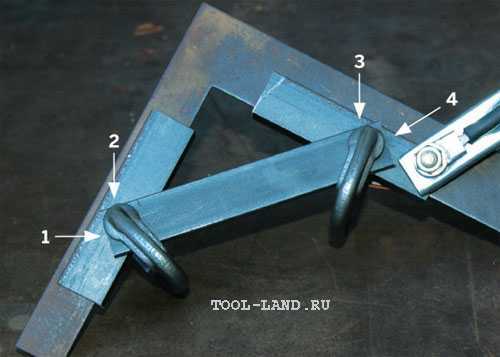
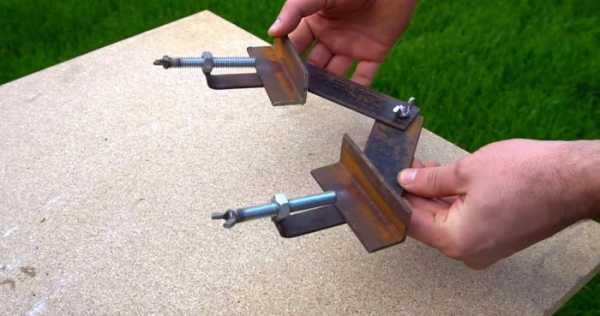
Сварщик может собрать вспомогательную оснастку своими руками, используя подручные материалы. Например, самодельные приспособления для сварки труб собирают из обрезков уголков и струбцин для столярных или слесарных работ. Установка упоров под прямым углом позволяет собрать простейший кондуктор для изготовления партии сварных конструкций (рам для установки решеток в окна или изготовления секций забора).
Краткий алгоритм изготовления простейшей оснастки для сварки:
- Из отходов профиля или листа толщиной 5-10 мм вырезать абразивным инструментом прямоугольные заготовки.
- Обработать кромки вручную или на фрезерном станке, удалить следы краски и коррозии с поверхностей.
- Прикрепить упоры на основание (например, на металлический верстак или стеллаж из швеллера), учитывая взаимное положение деталей.
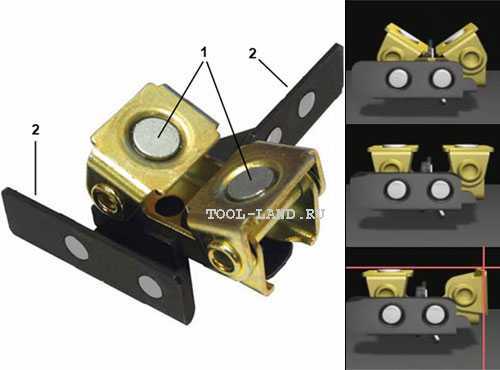
Для изготовления магнитного упора необходимо вырезать 2 симметричных шаблона, которые крепятся по бокам от магнита с центральным отверстием на болтах. Расположение винтов не позволяет пластинам смещаться относительно друг друга. Упор устанавливают на первую деталь, а второй элемент выставляют по боковой поверхности шаблона. Затем компоненты соединяют несколькими точками сварки, убирают упор и полностью проваривают шов с 2 сторон.









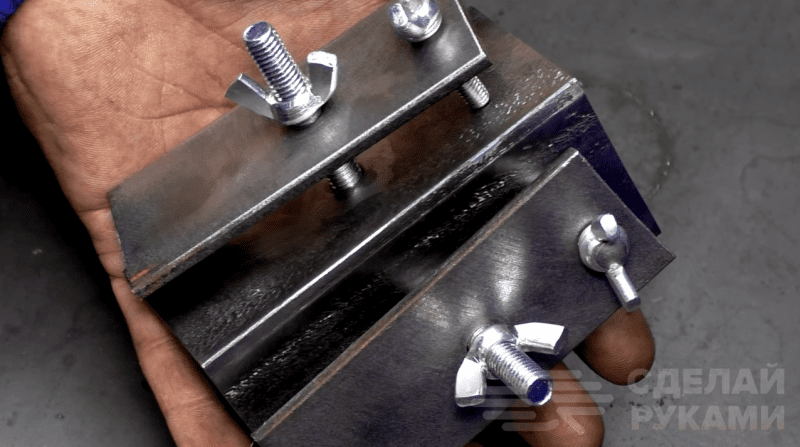
Встречаются самодельные шаблоны, вырезанные из стальной плиты с последующей обработкой кромок на фрезерном станке. Заготовку устанавливают на основании и монтируют дополнительные упоры для ограничения подвижности. Сварщики используют кустарные зажимы, изготовленные из обрезков профиля и болтов с гайками. Единого стандарта для самодельной оснастки не существует, каждый мастер разрабатывает приспособления, ориентируясь на опыт и учитывая специфику выполняемых работ.
Выбор приспособлений
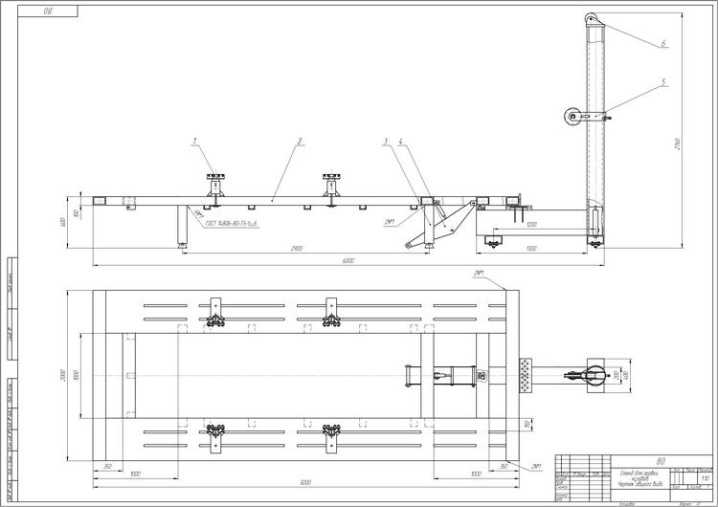
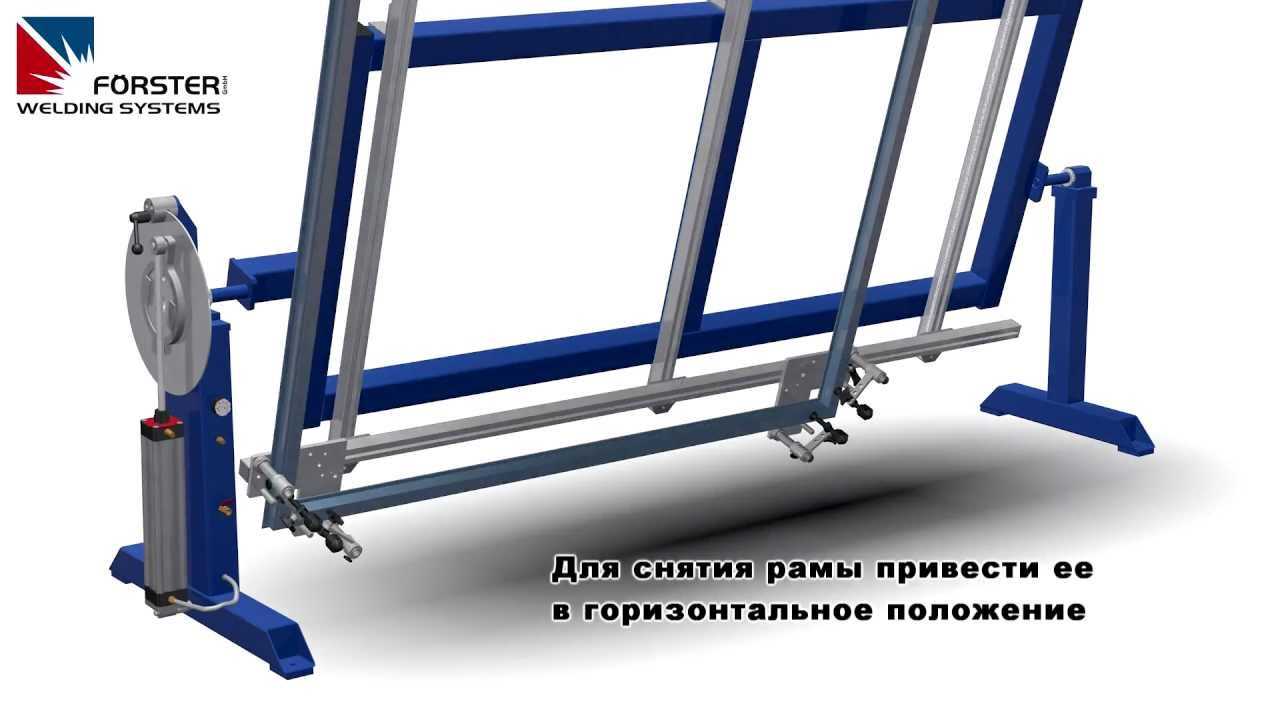
На этом чертеже показан сварочный стапель длиной 6 м и высотой 0,62 м. В целом сборочно-сварочные средства играют большую роль.
Их подбирают, добиваясь:
-
уменьшения трудоемкости сборки;
-
сокращения остаточных деформаций;
-
увеличения качества конструкций;
-
облегчения контроля качества (это самые важные соображения при отборе).
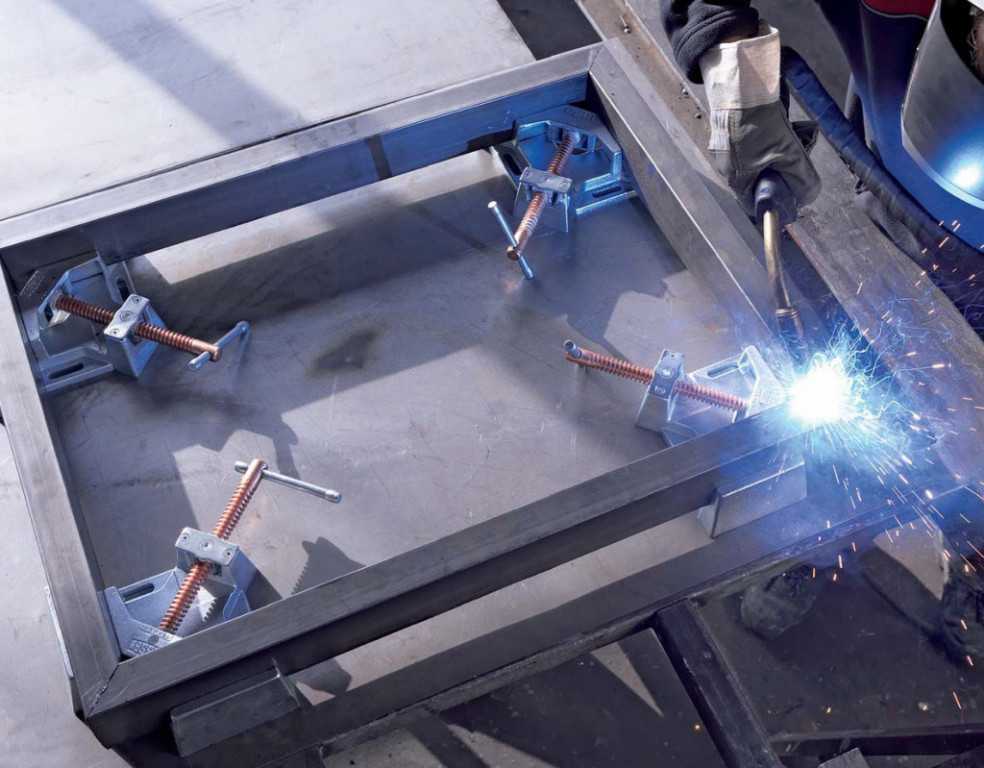
В единичных и кустарных производствах чаще всего применяют универсальные инструменты. На крупных предприятиях они тоже востребованы, но там могут использовать и приспособления узкой области предназначения. Универсальные образцы обычно имеют переносное исполнение. Точность их невелика. При помощи мобильных зажимов можно жестко закрепить различные детали, изготавливаемые узлы и целые конструкции.

В последнем случае зажимы являются частью оснастки стендов, стеллажей и прочего дополнительного оборудования. Инструмент, изготовленный в формате струбцины либо болтового фиксатора, позволит собрать деталь произвольного профиля. Чтобы сваривать листовой прокат, нужны скобы зажимного либо клинового типа. Зафиксировать тонкие листы и укороченные детали поможет пружинный фиксатор. Пользоваться прихватами нужно главным образом при изготовлении габаритных металлоконструкций; у сварщиков есть выбор между жесткими и регулирующимися прихватами.
Дополнительно могут применяться:
стяжки;







Отдельно стоит рассказать про аппараты для сварки металлических конструкций. Подбор конкретного вида оборудования определяется прежде всего бюджетом потребителя. Знатоки советуют использовать инверторные системы промышленного класса.
Технологические приспособления
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, быструю установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ. Тип приспособления определяется серийностью производства и степенью сложности конструкции. В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.






Нормативы сварочных работ – правила определения и единицы измерения
В статье рассказано об особенностях сварки алюминия. Упоминается об определенных сложностях, возникающих в ходе этого сложного процесса. Говорится и о составляющих, необходимых для осуществления сварки. Также в деталях описан непосредственно сам процесс сварки алюминия.
В нашей статье рассмотрим, что же собой представляет сварочная дуга, а также расскажем о ее ключевых особенностях и качествах. Кроме этого, познакомимся с видами дуг для сварки, отдельно рассмотрим и какие условия нужно создать, чтобы возникла сварочная дуга.
Сварочные полуавтоматы становятся сегодня очень популярными. Статья знакомит с основными принципами их работы, и возможностью применения их для сварки труб
В статье внимание уделяется также предварительной подготовке поверхность труб перед сварочными работами
stalevarim.ru
Классификация сварных конструкций
Единых способов деления полученных методом сварки элементов на категории не существует. Однако можно классифицировать конструкции по технологии формирования, назначению, рабочим качествам.
По способу изготовления заготовок
При соединении стальных деталей получают такие виды конструкций:
- литоштампованные или литосварные;
- листовые;
- штампосварные;
- кованосварные.
По назначению
С учетом сферы применения конструкции бывают:
- машиностроительными;
- судовыми;
- авиационными;
- строительными;
- вагонными;
- иными.

Сварка судовой конструкции.
По особенностям использования
На основании условий эксплуатации конструкции делятся:
- На балки – детали, работающие на поперечный изгиб. Путем жесткого соединения таких элементов получают рамы.
- Колонны – детали, подвергающиеся сжатию и продольному сгибанию.
- Решетчатые элементы, которые состоят из прутов, объединяемых в узлы. Они испытывают как растяжение, так и сжатие. Категория подразделяется на арматурные каркасы, фермы, мачты.
- Конструкции, подвергающиеся повышенному давлению. При их изготовлении нужно соблюдать требования к герметичности швов. К этой категории относятся емкости и резервуары, трубопроводы.
- Транспортные корпусные конструкции. Такие виды испытывают воздействие динамических нагрузок. К их жесткости предъявляются повышенные требования. Конструкции должны иметь достаточную прочность при небольшом весе. К транспортной категории относятся автомобильные кузова, корпусы вагонов.
Нормирование сварочной работы. В чем оно заключается
Сварка с применением аргона – основной метод сварки при работе с изделиями из нержавеющей стали. Защита газом сварной зоны и электрода помогает избежать многих сложностей, связанных с особенностями этого металла. А сам процесс работы имеет некоторые правила, несоблюдение которых способно привести к значительному снижению качества сварного шва.
Медь – это довольно распространенный металл, применяемый для изготовления самых разных изделий. Для соединения медных деталей в единое целое часто применяют газовую сварку. Но для того чтобы сварной шов получился действительно качественным и прочным, в процессе сварки необходимо учитывать некоторые особенности меди и правила ее сварки.
Алюминий — один из самых распространенных металлов для создания легких металлоконструкций. Но при сварке алюминия возникает целый ряд сложностей, справиться с которыми может только сварщик, имеющий достаточный опыт работы. А самым распространенным методом сварки алюминия является сварка в среде защитных газов, то есть с помощью аргона.
stalevarim.ru
Сварочные приспособления своими руками — струбцина
Изготовить сварочные приспособления своими руками достаточно просто. Многие мастера активно используют именно самодельные конструкции, так как они более комфортны в применении. Кроме этого, некоторые магазинные варианты исполнения характеризуются низкой надежностью, слишком высокая нагрузка приводит к деформации и повреждению.








Струбцина своими руками
Для создания универсальных приспособлений для сварки может потребоваться:
- Гайки, которые рассчитаны на возможную нагрузку.
- Листы металла толщиной около 10 мм.
- Шайба большого диаметра.
- Заготовка трубопрокатного типа с наружной резьбой, которая подходит под подобранную гайку.
Стоит учитывать, что при использовании обычного металла со временем на поверхности появится коррозия. Именно поэтому нужно предусмотреть особенности процесса покрытия стали специальным антикоррозионным составом.
Оборудование для рабочей зоны
Зависит от характера выполняемых сварочных работ и размеров заготовок. Например, при сварке крупногабаритных конструкций используют коленные подъемники с люлькой для оператора и оборудования. Установки могут перемещаться по направляющим или по поверхности грунта, для управления в корзине находится пульт.
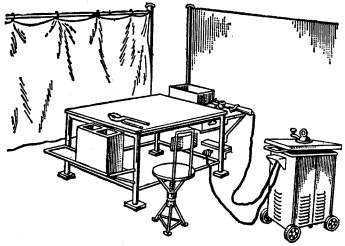
В бытовых условиях необходим металлический стол, оснащенный экранами для защиты от раскаленных капель металла и шлака. Предусматривают стул для сварщика и комплект приспособлений для фиксации деталей. Не допускается ведение работ на огнеопасном напольном покрытии. Стены помещения окрашивают материалами светло-серого цвета (для поглощения ультрафиолетового спектра). Над столом предусматривают лампы (уровень освещения от 80 Лк) и вытяжку с электрическим вентилятором (производительность 40 м³/час).
Требования к сварке
Существует классификация сварных конструкций и в зависимости от этого к ним предъявляются разные требования. Общим определением из всего многообразия является то, что это конструкции, выполненные методом сварки. Однако более удобным является разделение на различные виды:
- согласно их целевому назначению — авиационные, судовые, вагонные, строительные и прочее;
- по толщине соединяемых элементов — толстостенные и тонкостенные;
- по способу, которым получают заготовки: листовые, профильные, штампованные, литые;
- по материалам: стальные, титановые, алюминиваемые и из других металлов.
Каждый из указанных вариантов имеет свои особенности при соединении элементов методом сварки. Эти рекомендации указываются обычно на чертежах и в технологической карте. Сварные металлические конструкции после окончания их соединения должны обладать прочностью и надежностью. Такие требования налагают большую ответственность на сварщика в области соблюдения им определенных требований при осуществлении этого непростого процесса.
Особо большие требования предъявляются, когда происходит сварка ответственных металлоконструкций. От качества их выполнения будет зависеть, насколько большой является возможность разрушения всего объекта, что является недопустимым. Выполнять такие работы имеют право только сварщики, обладающие высокой квалификацией. Результат сварки таких конструкций в обязательном порядке должен быть подвергнут контролю.
Характеристики, которыми должны обладать металлоконструкции сварные, применяемые в строительстве, изложены в ГОСТе 27772. Также к руководящей документации можно отнести нормативный документ СНИП II 23-81. Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.
При ручной сварке следует руководствоваться требованиями ГОСТа 5264-80, а если она осуществляется в защитном газе, то ГОСТа 14771-76
Большое внимание в имеющейся нормативной документации уделяется подготовке перед началом сваривания кромок соединяемых деталей, что является гарантией создания качественного соединения

Сварные конструкции должны иметь наименьшие из возможных значений усадочные напряжения, а также минимальные деформации. Это может обеспечить сварка конструкций при сохранении стабильности выбранного режима. Разброс значений тока и напряжения не должен превышать 5%. Для обеспечения этих требований выполняются чертежи сварных конструкций, и в специальной карте описывается технологический процесс сварки металлоконструкций.









Способы
На крупных промышленных объектах и на больших стройках широко используется автоматическая аппаратура. Такие устройства почти не требуют вмешательства оператора в процесс работы. Обычно настройки задают до начала сварочных манипуляций, и корректировать их придется только в том редком случае, когда что-то не было предусмотрено сразу. Но придется скрупулезно изучать все проводимые манипуляции и тщательно соблюдать технологические карты. В автоматическом режиме чаще всего сварка идет либо по контактной, либо по электрошлаковой методике.

Но в менее ответственных случаях применяют полуавтоматический метод. Сварщики тогда сами, без помощи автомата формируют шов. Зато им не надо заботиться о поступлении электродов и присадочных материалов, разве что только придется разместить заранее эти материалы в подающем устройстве. Подобный режим позволяет нарастить производительность. Качество выполняемой работы не ухудшается (разумеется, если все делать по правилам).

Ручная дуговая и газовая сварка производится только на неответственных металлоконструкциях. Наряду с защитой свариваемой области стабильными газами широко практикуется и использование флюса. В некоторых случаях уместнее оказывается пайка газосварочным аппаратом. Затраты на выполнение единичной работы оказываются довольно велики. Однако для бытового использования такой подход идеален из-за своей простоты и ограниченного состава техники.

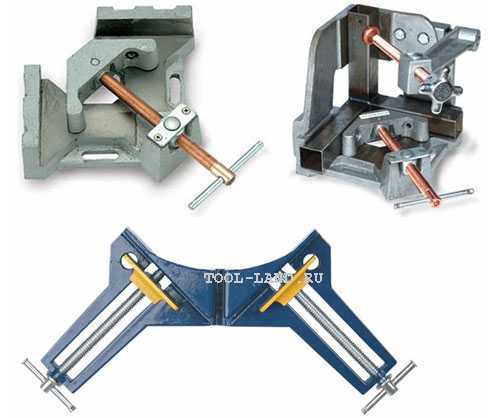
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
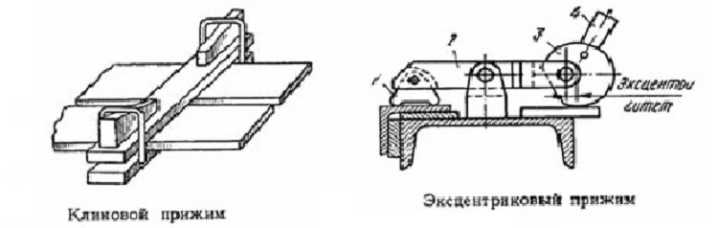
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
Механизмы для установки
Специальные сварочные приспособления требуются для того, чтобы задать правильное расположение в пространстве свариваемым элементам. Наибольшее распространение получили:
- Уголки.
- Упоры.
- Призмы.
- Шаблоны.
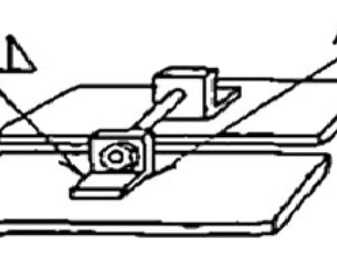
Упорные устройства предназначены для фиксирования заготовки на основной поверхности. Большая часть применяются постоянно, так как сварной шов обеспечивает лишь высокую степень герметизации. Кроме этого, встречаются и откидные варианты исполнения, которые можно демонтировать при необходимости.
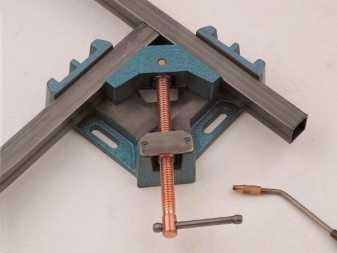
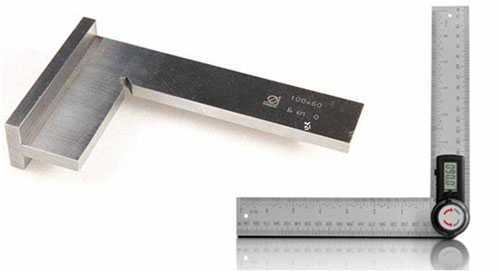
Часто нужно выдержать определенный угол расположения труб. Для этого могут использоваться специальные уголки, которые изготавливаются из самых различных материалов.
Призмы предназначены для фиксации цилиндрической профильной заготовки. Как правило, подобные конструкции изготавливаются из металлических уголков. При необходимости требуемые элементы для фиксации можно изготовить самостоятельно при применении сварочного оборудования.
Как рационально организовать личное место и работу сварщика?
Понятие нормирование сварочной работы подразумевает организацию труда, а также рабочего места. Главные задачи здесь — повышение эффективности процесса труда и обмен производственным опытом.
Увеличить производительность труда можно, правильно обустроив рабочее место сварщика. Все мероприятия, направленные на обустройство личного места работника, должны быть прописаны в планах НОТ (научная организация труда).
Рабочее место сварщика должно быть оснащено согласно всем требованиям техники безопасности. Кроме того, сварщику должно быть удобно выполнять свою работу, он должен иметь быстрый и легкий доступ ко всем необходимым деталям, инструментам, расходным материалам. Это значительно сэкономит время выполнения любых работ.










Норма времени сварочных работ как основа трудового процесса
Сварочные генераторы – инструмент, незаменимый для выполнения качественной ручной сварки штучными электродами. Сварочный генератор устроен таким образом, чтобы в процессе работы сила сварочного тока сохранялась практически неизменной, то есть, не зависела от длины сварочной дуги, которая может изменяться довольно медленно, в зависимости от скорости движения руки сварщика. Только это условие позволит дуге находиться постоянно в состоянии горения.
Сварочные работы требуют хорошо оборудованного рабочего места. Деревянная столешница для таких работ явно не подойдет. В этой статье мы расскажем вам о том, как можно при небольших затратах времени и средств собрать стальной сварочный стол своими руками.
В этой статье речь пойдет об охране труда и безопасности во время сварочного процесса. Детально остановимся на травмоопасных ситуациях, которые можно избежать, соблюдая правила техники безопасности. А также расскажем о правилах охраны труда сварщиков.
stalevarim.ru
Требования к оснастке
Используемое при сварке деталей оборудование должно обеспечивать:
- Изменение положения детали в пределах свариваемого узла без операции подгонки.
- Быстрое и надежное базирование заготовок в приспособлениях.
- Соблюдение точности сборки в пределах допусков, указанных в конструкторской документации.
- Беспрепятственный доступ к сварным швам и линиям соединения деталей.
- Соблюдение габаритов между торцами свариваемых элементов.
- Безопасность выполнения работ. Оснастку изготавливают из материалов, устойчивых к воздействию высоких температур, нанесение горючих покрытий не допустимо.
- Сварку в нижнем положении с предотвращением вытекания расплава из ванны.
- Ускоренный отвод тепла из рабочей зоны.
- Защиту подвижных элементов и исполнительных цилиндров от брызг расплавленного металла и флюса.
- Снижение деформаций в сварочных швах.
- Возможность автоматизации технологического процесса или механизации транспортировки заготовок либо готовых изделий.

Оснастка обеспечивает изменение положения детали в пределах свариваемого узла.
Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.