
Технологии производства
 Отводы по ГОСТ 17375-2001 изготавливаются по методике горячего протягивания. При горячем протягивании заготовку разделяют на патрубки с определёнными размерами. Затем её помещают в специальное оборудование — гидропресс. На этом этапе формируется основа изделия — сердечник рогообразной формы. Его отправляют далее на протяжку, а затем регулируют и калибруют, чтобы достичь стандартизированных параметров. Последним этапом производства является обработка торцов, на котором изделие принимает свой законченный вид. При такой технологии производства отвод получается очень качественным, но дорогим.
Отводы по ГОСТ 17375-2001 изготавливаются по методике горячего протягивания. При горячем протягивании заготовку разделяют на патрубки с определёнными размерами. Затем её помещают в специальное оборудование — гидропресс. На этом этапе формируется основа изделия — сердечник рогообразной формы. Его отправляют далее на протяжку, а затем регулируют и калибруют, чтобы достичь стандартизированных параметров. Последним этапом производства является обработка торцов, на котором изделие принимает свой законченный вид. При такой технологии производства отвод получается очень качественным, но дорогим.
Тройники ГОСТ 17376-2001 изготавливаются методом гидроштамповки. В качестве основы для изделияприменяется отрезок трубы определённого диаметра. В специальном прессе надёжно фиксируется заготовка и патрубок, после чего осуществляется штамповка. Затем торец ответвления тройника удаляется, а будущая деталь термообработку — это делается, чтобы избавиться от возникших при изготовлении внутренних напряжений.
Рекомендации по проектированию тройниковых соединений
Необходимо, чтобы выбор конструкции и технология изготовления деталей тройниковых соединений основывались на тщательной оценке всех факторов, влияющих на прочность ответвления. Большое значение при этом имеет контроль качества производства деталей трубопроводов. Плохие пригонка и сварка и непровар корня шва могут создать области концентрации таких напряжений, которые способны при вести к разрушению трубопровода.
Элементам усиления следует уделять тем большее внимание, чем выше действующие напряжения и температура. Трудно изготовить сварные равнопроходные тройники под углом 90°, не вызвав значительных деформаций, особенно при использовании усилений в виде накладок; затруднения ещё более возрастают с увеличением диаметра трубопровода
Усиление, получаемое за счет использования для основоной магистрали или ответвлений труб с более толстой стенкой, обычно предпочитается накладкам и может применяться в большинтсве случаев.
При соединении ответвлений следует избегать острых углов. Трудности изготовления соединений из труб возрастают по мере того, как отношение диаметра отверстия к диаметру трубопровода увеличивается. Когда это отношение превышает ½, необходима высокая точность изготовления.
Наибольший эффект усиления обеспечивается при его концентрации вблизи отверстия. Если это позволяет режим потока рабочей среды, эффективность усиления можно повысить, расположив усиливающий металл не только на наружной, но и на внутренней поверхности трубы.
Не рекомендуется применять усиления в виде косынок или ребер жесткости, так как возле их концов или вблизи соединительных швов могут возникать большие концентрации напряжений. Особенно не следует использовать такие усиления на горячих трубопроводах, поскольку вдоль ребер создается высокий температурный градиент. Если ребра все же применяются, то в местах их установки на горячих трубопроводах требуется усиленная изоляция.
Выбор элементов усиления (с учетом их конструктивных особенностей, технологии производства и методов контроля) должен основываться на предполагаемых условиях эксплуатации. Предпостение следует отдавать таким усилениям, которые уменьшают деформации и создают наилучшие возможность для подварки корня шва. В качетве примера отметим, что установка и приварка ответвоения до выреза отверстия в магистральном трубопроводе уменьшают деформирование, особенно, когда диаметр ответвления приближается к диаметру основоной трубы.
Для трубопроводов высоких температур и давлений, а также на трубопроводах энергетических и нефтехимических объектов следует применять тройники литые бесшовные. Такой способ производства обеспечивает наименьшую концентрацию напряжений металла, минимальные температурные градиенты в материале тройника, отсутствие сварных швов сложной геометрии в области сопряжения ответвления и магистрали.
Общая классификация тройников
Тройники можно классифицировать по нескольким признакам:
- материал изготовления;
- метод изготовления;
- метод крепления;
- принцип действия.
Материал изготовления может быть разным: сталь, нержавейка, латунь, медь и пластик. Так, тройники из нержавеющей стали нужны для работы с агрессивными условиями — чаще это химическая и нефтегазовая промышленность. Тройники из стали, латуни, меди и пластика монтируются в системы по транспортировке воды (горячей и холодной), пара, для систем отопления. Латунные тройники применяются для металлопластиковых трубопроводов.
Тройники из полимерных (полиэтилен и полипропилен) материалов хорошо применимы для конструкций из чугуна. Применяться тройник может в качестве соединителя, отвода или фитинга.
По методу изготовления тройники делятся на сварные и штампованные. Штампованный тройник — это деталь, которая изготавливается с помощью горячей штамповки и механической обработки. Сварной тройник — это конструкция с приваренным штуцером. Могут быть и штампосварные тройники — т.е. с использованием и приварки, и штамповки.
Методов крепления может быть четыре: муфтовое, фланцевое, сварное и резьбовое. Подбор крепления зависит от функции трубопровода, условий эксплуатации и требований к прочности, герметичности. Конечно, влияет и материал, из которого изготовлен тройник.
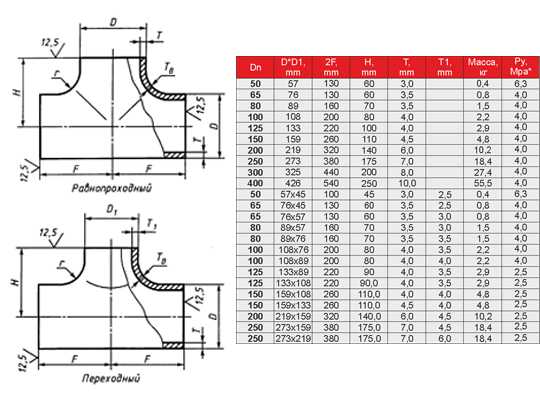
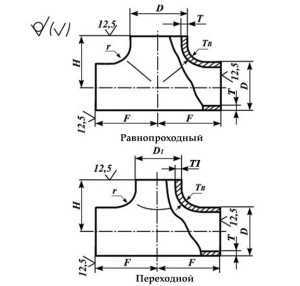
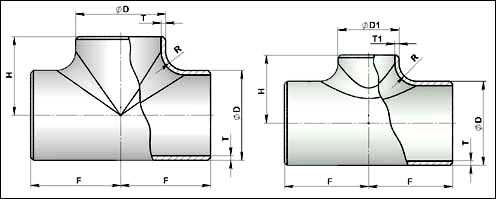
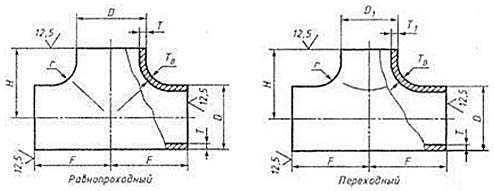
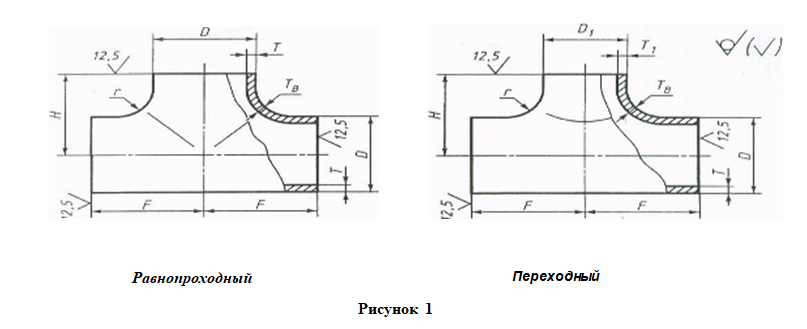
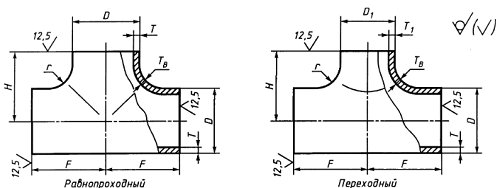
Принципов действия всего два — тройники могут быть переходными и равнопроходными. Равнопроходные тройники — это элементы с тремя одинаковыми отверстиями, которые нужны для соединения труб разного диаметра. Горловина у такой детали расположена перпендикулярно корпусу, бывают тройники с другим углом расположения горловины, но они выпускаются в ограниченных количествах и используются в трубопроводах с невысоким давлением.
Переходные тройники — элементы с одним отверстием, у которого диаметр меньше. Они используются для разветвления труб с разным диаметром и изменения давления в системе.
В трубопроводах из металлопластика применяют кроме резьбовых и тройников под пресс-гильзу, также комбинированные тройники, у которых торцы оформляются еще и обжимным способом.
Таблица 1. Технические параметры тройников в зависимости от способа изготовления
| Показатель | Из легированной и углеродистой стали | Оцинкованные тройники | Штампованные тройники | Тройники из нержавеющей стали |
| Рабочее давление | До 16 МПа | До 10 МПа | До 16 МПа | До 16 МПа |
| Температура | -70 до +450 градусов | -700 до +4500 °C | -70 до +450 градусов | -70 до +450 градусов |
| Соответствие | ГОСТ 17376-2001 и ГОСТ 17380-2001 ТУ 102-488-95 | |||
| Рабочий диаметр | 45-426 мм | 50-300 мм | До 462 мм | |
| Особенности | Часто применяются на Крайнем Севере и в нефтегазовой отрасли | На 10% тяжелее стальных, устойчивы к химии и коррозии | — | Для трубопроводов ответственных участков |
| Марка материала | Сталь 10, 20, 09Г2С, 10Г2, 15х5м, 10х17н13м2т, 13хфа и др |
Виды переходных тройников
Переходные тройники подразделяются на:
- тройники, в которых есть обжимная гайка и пресс-гильза;
- тройники, у которых есть и обжимная гайка, и резьбовой торец;
- тройник с креплением, их корпус фиксируется к опоре при помощи литых кронштейнов, в которые можно вставлять саморезы. Торцы оформляются под резьбовое или обжимное соединение.
Стоит отметить, что пресс-гильзы изготавливаются из нержавейки, а уплотнители — из полимеров. Для корпуса в качестве материала используют латунь. Резьбовые торцы оформляются при помощи метчиков и плашек. Для соединения металлопластиковых труб при помощи переходных тройников может использоваться как обжимной, так и прессовочный метод. В случае обжимного берут цанговый фитинг, в случае опрессовочного — пресс-фитинг.

Конструкция тройника ПВХ
Внешне тройник представляет собой часть трубы с боковым выводом, к которому легко присоединить дополнительную трубу и создать нужное разветвление.
Тройник можно использовать и для обычного соединения без присоединения еще одной магистрали, но с учетом того, что в будущем это может понадобиться. Например, если планируется вывести еще одну трубу через какое-то время, то тройник можно установить заранее, а дополнительный вывод пока можно закрыть заглушкой. Монтаж трубопроводного ответвления, когда придет время, будет довольно простой операцией: нужно просто снять заглушку и подсоединить трубу.
Рекомендуем ознакомиться: Применение крана американки в трубопроводах различного типа
Использование тройников в системе канализации
Пластиковые тройники очень удобно использовать в системе канализации. Чаще всего их устанавливают при горизонтальной системе. Монтаж и демонтаж можно произвести своими руками, ведь все детали имеют на своих концах муфту. Трубы могут быть как внутреннего, так и внешнего соединения. Кроме того, при использовании тройников и других деталей сантехники из пластика, можно забыть о проблемах засорения каналов известью или другими органическими веществами, которые в итоге приводят к образованию плесени и грибков.
Выделяются ещё такие пластиковые тройники, как ревизионные. В некоторых случаях без них просто не обойтись, ведь они позволяют быстро прочистить засоры, которые могут возникнуть в канализационных системах.
От выбора материала, типа соединения и, естественно, модели тройника будет зависеть срок службы всей канализационной системы. Они могут значительно упростить работу по монтажу канализационной системы в частных домах или квартирах.
Материал изготовления
 Отводы и тройники изготавливаются из сталей марок20,09Г2С и13ХФА:
Отводы и тройники изготавливаются из сталей марок20,09Г2С и13ХФА:
- сталь 20 — высококачественная конструкционная легированная. Сталь этой марки подходит для изготовления изделий, предназначающихся для эксплуатации в условиях повышенного давления и температурного режима до 350°С. Детали из такой стали пригодны для длительной работы в указанных условиях, а не только кратковременной;
- сталь 09Г2С — низколегированная конструкционная, подготовленная для сварки. Эта марка стали часто применяется при созданииизделий методом сварки. 09Г2С сталь не склонна к отпускной хрупкости. Изделия из такой стали выдерживают высокое давление и низкие температуры до -60°С;
- сталь 13ХФА- конструкционная коррозийно-хладостойкая. Данная марка часто применяется для создания деталей, пригодных для использования в условиях низких температур и устойчивых к язвенной болезни металла, к примеру, для создания бесшовных горячедеформированных труб и элементов трубопроводов.
Изготовление из этих марок сталей даёт готовым деталям особые свойства, что позволяет подобрать отводы крутоизогнутые бесшовные ГОСТ 17375-2001 или тройники бесшовные приварные ГОСТ 17376-2001 под конкретные условия.
Согласно стандарту, резервуарное оборудование после изготовления обязано пройти механические или гидравлические испытания, в рамках которых выявляются уязвимости и возможный брак.
Разновидности стальных тройников
Все стальные соединительные детали этого типа подразделяются на два основных вида, в зависимости от показателей сечения патрубков:
- равнопроходной (прямой);
- переходной (фланцевый).

Равнопроходной тройник предназначен для монтажа труб одинакового диаметра
Первая разновидность используется для стыковки труб с одинаковыми показателями сечения. А переходные тройники применяются в тех случаях, когда необходимо соединить две трубы с разными показателями сечения.
По варианту присоединения выделяют две основных разновидности этих приспособлений:
- приварная модель;
- резьбовая модель.
Приварные и резьбовые изделия осуществляют соединение между магистральной линией и вспомогательными ветвями. В первом случае сочленение труб выполняется посредством использования сварочного оборудования, а во втором — с помощью резьбы.
Стальные тройники изготавливаются из устойчивых к коррозии материалов (например, нержавеющая сталь) или имеют защитный антикоррозийный слой, который наносится в процессе производства на их поверхность. В качестве защитного слоя может выступать специальная эмаль.
Фланцевые приспособления подразделяются по своему конструктивному исполнению на следующие типы:
- плоский приварной;
- приварной воротниковый фланец;
- свободный на приварном кольце.

Тройники также различаются по методу соединения, наиболее прочным является фланцевое
Все вышеперечисленные типы регламентируются различными ГОСТами. ГОСТ 12820–80 описывает плоские приварные тройники стальные. А ГОСТы 12821–80 и 12822–80 регламентируют два других вида этих приспособлений.
Выбор фитингов для системы водоснабжения
Прежде, чем приобретать аксессуары для водоснабжения стоит познакомиться с некоторыми рекомендациями специалистов:
- Для стыковки полимерных труб, применяются компрессионные фитинги: муфты, тройники, переходники.
- При установке на полимерные трубы резьбовых фитингов, необходимо обеспечить легкий доступ к ним для быстрого устранения протечки.
- Резьбовые фитинги для полимерных труб следует подбирать такие, чтобы они надевались на трубы с некоторым усилием, что предотвратит течь системы.
- Если не удается избежать в пластиковых трубах резьбового соединения, для надежности лучше применять фитинги «американка».
- Скреплять металлополимерные трубы лучше металлическими или пресс-фитингами и армированными комбинированными резьбовыми обжимными деталями.
- Выпускаются металлополимерные трубы, монтаж которых выполняется сваркой. Это улучшает надежность соединения и увеличивает сопротивление системы к восприятию нагрузок.
- Металлические трубы соединяются резьбовыми металлическими фитингами, изготовленными из аналогичных материалов (см. Стальные трубы водоснабжения: разновидности, классификация, нюансы монтажа). Однако, бывают исключения. Например, латунные фитинги можно использовать на стальных или чугунных трубах — они довольно прочные и не подвергаются деформации и коррозии. Для медных труб должны применяться только медные фитинги – элементы системы соединяются пайкой.
Сварка отводов
Процесс монтажа поворотного элемента на трубу является довольно непростым мероприятием и требует специальных навыков в этой области. Производится такая сварка только специально обученными сварщиками.



Сварка отводов может выполняться разным методами, каждый из которых имеет свои правила
Монтаж отвода на трубопровод осуществляется с соблюдением необходимых норм, изложенных в соответствующих инструкциях (например, ВСН–006–89).
Стоит запомнить, что нужно осуществлять контроль за смещением внутренних кромок. На этот счёт существует правило: при сваривании трубы и отвода с равными показателями сечения смещение не должно превышать 2 мм. Отцентровка изделий производится с помощью специальных устройств — вращателей.
При ручной электродуговой сварке обработка первого корневого шва выполняется постоянным током. В случае перерыва необходимо поддерживать нужную температуру в месте сварки. После выполнения первой сварочной линии и после её шлифования приступают ко второму шву. Время между этими двумя мероприятиями не должно быть больше, чем 5 минут. Это связано с тем, что вторая линия должна проходить по неостывшему корневому шву. После того, как обе линии пройдены, выполняются заполняющие борозды и облицовочные швы. Облицовочный шов обязательно на 1–3 мм выступать над поверхностью трубопровода.
Расчет неусиленных тройников
Соединения ответвления с магистральной линией, обычно называемое тройниковым, представляет собой конструктивно ослабленный участок трубопровода. Отверстие в магистральной трубе, а также резкое изменение сечения и направления потока, как правило, приводят к значительной концентрации напряжений на этом участке. Деталь трубопровода, осуществляющая данное соединение — тройник.
Напряжения вокруг отверстия в этом случае становятся весьма значительными по сравнению с напряжениями в целой части трубопровода. Однако за счет упруго-пастической работы металла тройникового соединения эти высокие напряжения не определяют его несущую способность.
При проектировании неусиленных тройниковых соединений прежде всего обращается внимание на возможность циклического их нагружения. В случае статического действия внутреннего давления, т
е. когда число циклов изменения нагрузки за весь период службы сооружения не превосходит 7000, размеры тройникового соединения определяются его несущей способностью. При циклическом же действии внутреннего давления необходимо, чтобы наибольшие напряжения в стенках тройникового соединения не превосходили предел выносливости металла тройника
В случае статического действия внутреннего давления, т. е. когда число циклов изменения нагрузки за весь период службы сооружения не превосходит 7000, размеры тройникового соединения определяются его несущей способностью. При циклическом же действии внутреннего давления необходимо, чтобы наибольшие напряжения в стенках тройникового соединения не превосходили предел выносливости металла тройника.
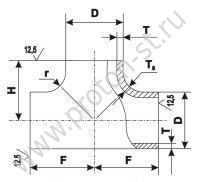
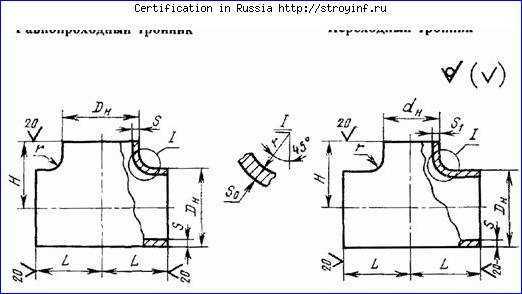
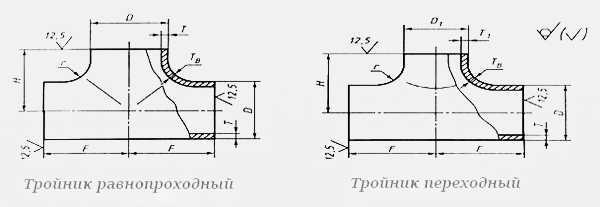
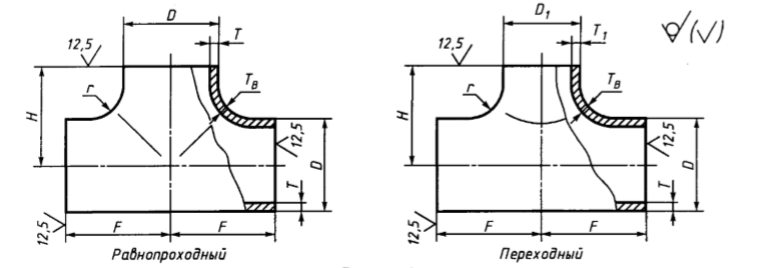
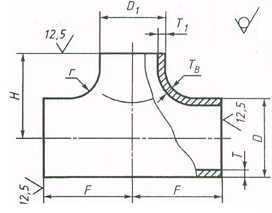
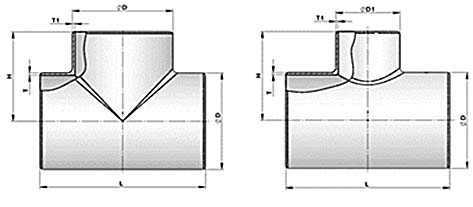
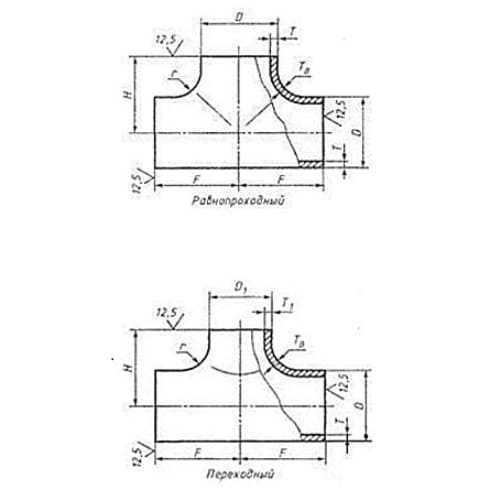
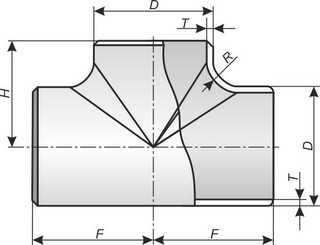
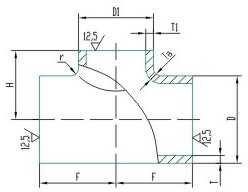
Рис. 1. Неравнопроходный неусиленный тройник.
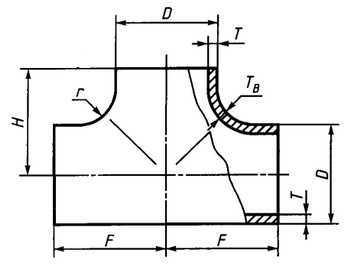
Рис. 2. Тройник равнопроходный неусиленный.
Толщина стенок неусиленного тройникового соединения (рис. 1) при статическом действии внутреннего давления определяется по формуле:
где δ — толщина стенок неусиленного тройникового соединения; dH — наружный диаметр ответвления; DH — наружный диаметр магистральной трубы; δT — толщина стенки целой присоединяемой трубы.

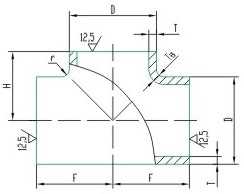
Рис. 3. Толстостенный неусиленный равнопроходный тройник
Формула (1) применяется для расчета тонкостенных тройниковых соединений с ответвлением под углом 90°.
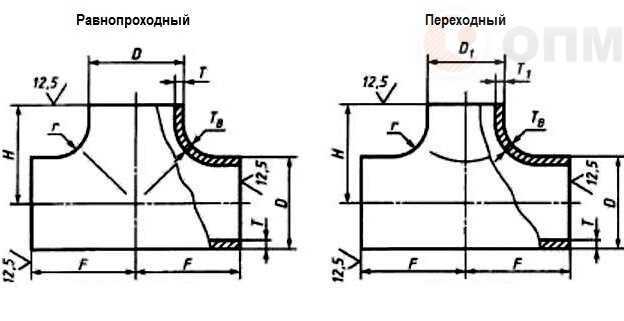
Для равнопроходного неусиленного тройника (рис. 2) толщину стенок в случае статического действия нагрузки находят по формуле:
Значения величин, входящих в эту формулу, те же, что и в формуле (1).
Для толстостенных неусиленных равнопроходных тройниковых соединений (рис. 3) диаметром 102…273 мм с ответвлением под углом 90° при статическом действии нагрузки отношение давления в целой трубе к давлению в тройнике характеризуется коэффициентом
здесь ξ — эмпирический коэффициент (определяется по табл. 1);
| d, мм | 102 | 133 | 219 | 273 |
| 0,145 | 0,190 | 0,230 | 0,245 |
r — наружный радиус магистральной трубы тройника; r1 — наружный радиус ответвления; r‘ — внутренний радиус магистральной трубы тройника; δ — толщина стенки магистральной трубы тройника; δ1 — толщина стенки ответвления.
Коэффициент интенсификации напряжений (т. е. отношение наибольшего напряжения, действующего в стенке тройникового соединения, к напряжению в целой трубе при прочих равных условиях) равнопроходного неусиленного тройника (рис. 2) определяется формулой:








где i — коэффициент интенсификации напряжений; r — радиус магистральной трубы тройника; δ — толщина стенки магистральной трубы тройника.
Конструктивные решения тройниковых соединений выполняют путем врезки одной трубы в другую, причем ответвление приваривают к магистральной трубе тройника снаружи.
Отводы стальные: Технические характеристики
РУНАК > Отводы стальные
Отводы стальные — цена

Отводы стальные Ду 219
Назначение: отвод стальной крутоизогнутый — деталь, предназначенная для плавного изменения направления трубопровода (ГОСТ 17380-2001). Давление РN (Py): до 16 МПа. Температура среды: от минус 70 до плюс 450°С. Условный проход: от 40 до 400 (наружный диаметр от 45 до 426 мм). Производитель: УП «РУНАК», Республика Беларусь; Первоуральский завод комплектации трубопроводов ЗАО «ПЗКТ», ОАО «Лискимонтажконструкция» и др., РФ; заводы КНР.
Отводы крутоизогнутые бесшовные приварные из углеродистой и низколегированной стали типа 3D c радиусом кривизны осевой линии (R — радиус изгиба) R ≈ 1,5 DN (DN — условный проход) и углом изгиба 45º, 60º, 90º и 180º (ГОСТ 17375-2001) и типа 2D c R ≈ DN (ГОСТ 30753-2001) изготавливаются из труб методами штамповки или протяжки по рогообразному сердечнику.
Отводы оцинкованные Переходы стальные Тройники стальные Заглушки эллиптические
Отводы стальные могут различаться по исполнению, т. е. совокупности особенностей в размерах, материалах, технических требованиях и др., определяющих их технические характеристики и применяемость. Исполнение 1 — отводы стальные, полностью соответствующие требованиям ИСО 3419. Исполнение 2 — отводы стальные, соответствующие ГОСТ 17380-2001.
Изготовитель должен маркировать на каждом отводе краской, чеканкой или наклейкой этикетки:
- товарный знак или наименование;
- наружный диаметр и толщину стенки в соответствии с условным обозначением отводов;
- марку стали и номер стандарта;
- номер партии (для исп.2);
- букву П на деталях для трубопроводов, подконтрольных органам надзора (для исп.2).
Для деталей исполнения 2 допускается:
- номер стандарта маркировать без тире и года принятия стандарта;
- не маркировать марку стали на деталях из стали марки 20.
Пример условного обозначения отвода типа 3D с углом изгиба 90º исп. 2, наружный диаметр 57 мм, толщиной стенки 5,0 мм из стали 09Г2С: Отвод 90-57х5- 09Г2С ГОСТ 17375-2001.
Отводы оцинкованные стальные приварные, наряду с оцинкованными переходами, тройниками и заглушками, применяются при прокладке трубопроводов из оцинкованных труб. Использование оцинкованных деталей не только улучшает внешний вид трубопроводов, но и в значительной степени увеличивает срок службы всей инженерной системы. Отводы оцинкованные имеют отличный товарный вид и не требуют какой-либо дополнительной обработки перед установкой на трубопровод. Отводы оцинкованные по своим техническим характеристикам и размерам, за исключением массы, не отличаются от отводов стальных приварных и отвечают требованиям ГОСТ 17375-2001.
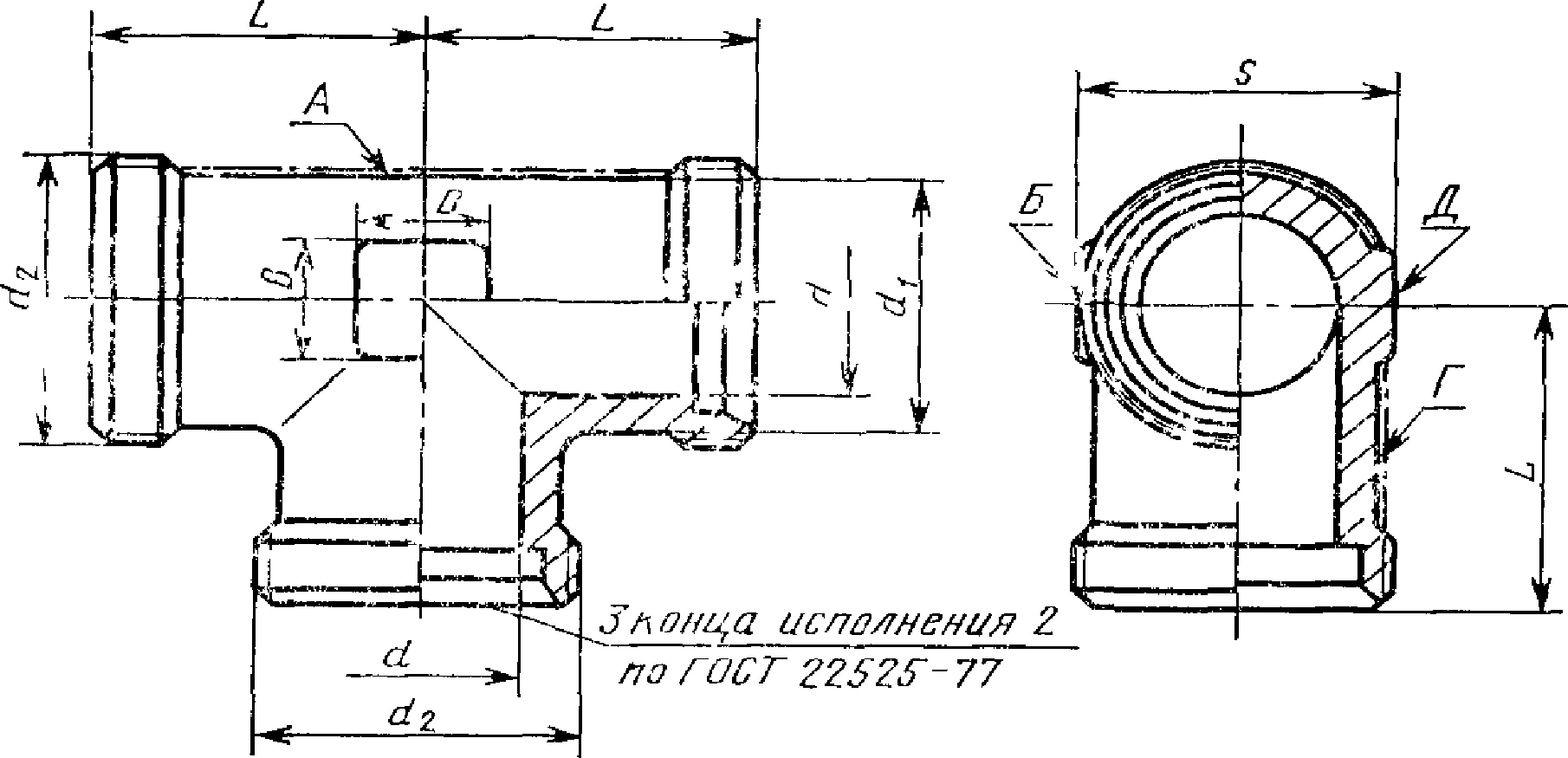
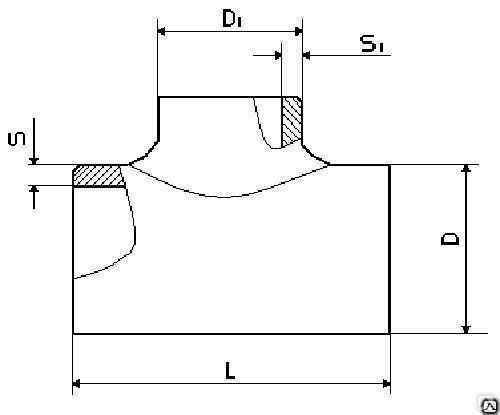
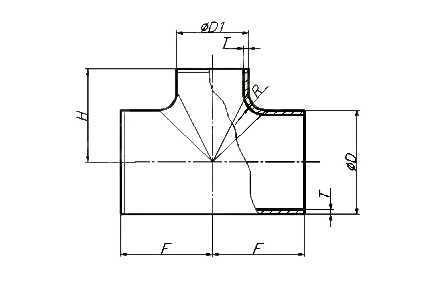
Отвод стальной чертеж
Отводы стальные крутоизогнутые типа 3D (R≈1,5DN) ГОСТ 17375-2001:
| Dy,мм | D,мм | Т,мм | F=R,мм | Масса,кг |
| 40 | 45 | 2,5 | 60 | 0,3 |
| 3,0 | 60 | 0,3 | ||
| 3,5 | 60 | 0,4 | ||
| 4,0 | 60 | 0,4 | ||
| 5,0 | 60 | 0,5 | ||
| 50 | 57 | 3 | 75 | 0,5 |
| 3,5 | 75 | 0,6 | ||
| 4 | 75 | 0,7 | ||
| 4,5 | 75 | 0,7 | ||
| 5 | 75 | 0,8 | ||
| 5,5 | 75 | 0,9 | ||
| 6 | 75 | 1 | ||
| 65 | 76 | 3 | 100 | 0,8 |
| 3,5 | 100 | 1 | ||
| 4 | 100 | 1,1 | ||
| 4,5 | 100 | 1,3 | ||
| 5 | 100 | 1,4 | ||
| 5,5 | 100 | 1,6 | ||
| 6 | 100 | 1,7 | ||
| 80 | 89 | 3 | 120 | 1,2 |
| 3,5 | 120 | 1,4 | ||
| 4 | 120 | 1,5 | ||
| 4,5 | 120 | 1,7 | ||
| 5 | 120 | 1,9 | ||
| 5,5 | 120 | 2,1 | ||
| 6 | 120 | 2,3 | ||
| 7 | 120 | 2,7 | ||
| 8 | 120 | 3 | ||
| 100 | 108 | 3,5 | 150 | 2,2 |
| 4 | 150 | 2,5 | ||
| 4,5 | 150 | 2,8 | ||
| 5 | 150 | 3,1 | ||
| 6 | 150 | 3,6 | ||
| 7 | 150 | 4,1 | ||
| 8 | 150 | 4,7 | ||
| 100 | 114 | 3,5 | 150 | 2,2 |
| 4 | 150 | 2,6 | ||
| 4,5 | 150 | 2,9 | ||
| 5 | 150 | 3,3 | ||
| 6 | 150 | 3,8 | ||
| 7 | 150 | 4,4 | ||
| 8 | 150 | 5 | ||
| 125 | 133 | 3,5 | 190 | 3,3 |
| 4 | 190 | 3,8 | ||
| 4,5 | 190 | 4,3 | ||
| 5 | 190 | 4,8 | ||
| 6 | 190 | 5,7 | ||
| 7 | 190 | 6,5 | ||
| 8 | 190 | 7,4 | ||
| 150 | 159 | 4 | 225 | 5,4 |
| 4,5 | 225 | 6,1 | ||
| 5 | 225 | 6,7 | ||
| 6 | 225 | 8,1 | ||
| 7 | 225 | 9,4 | ||
| 8 | 225 | 11 | ||
| 9 | 225 | 12 | ||
| 200 | 219 | 5 | 300 | 13 |
| 6 | 300 | 15 | ||
| 7 | 300 | 17 | ||
| 8 | 300 | 20 | ||
| 9 | 300 | 22 | ||
| 10 | 300 | 25 | ||
| 11 | 300 | 27 | ||
| 12 | 300 | 29 | ||
| 250 | 273 | 6 | 375 | 23 |
| 7 | 375 | 27 | ||
| 8 | 375 | 31 | ||
| 9 | 375 | 35 | ||
| 10 | 375 | 39 | ||
| 11 | 375 | 43 | ||
| 12 | 375 | 46 | ||
| 300 | 325 | 7 | 450 | 39 |
| 8 | 450 | 45 | ||
| 9 | 450 | 50 | ||
| 10 | 450 | 56 | ||
| 11 | 450 | 61 | ||
| 12 | 450 | 66 | ||
| 13 | 450 | 72 | ||
| 14 | 450 | 77 | ||
| 350 | 377 | 9 | 525 | 68 |
| 10 | 525 | 75 | ||
| 11 | 525 | 83 | ||
| 12 | 525 | 90 | ||
| 13 | 525 | 97 | ||
| 14 | 525 | 104 | ||
| 400 | 426 | 8 | 600 | 78 |
| 9 | 600 | 87 | ||
| 10 | 600 | 97 | ||
| 11 | 600 | 107 | ||
| 12 | 600 | 117 | ||
| 13 | 600 | 126 | ||
| 14 | 600 | 135 |
Отводы крутоизогнутые типа 2D (R≈DN) ГОСТ 30753-2001:
| Dy,мм | D,мм | Т,мм | F=R,мм | Масса,кг |
| 500 | 530 | 9 | 500 | 92 |
| 10 | 500 | 102 | ||
| 12 | 500 | 122 | ||
| 14 | 500 | 143 | ||
| 16 | 500 | 161 | ||
| 18 | 500 | 184 | ||
| 600 | 630 | 9 | 600 | 131 |
| 10 | 600 | 146 | ||
| 12 | 600 | 174 | ||
| 14 | 600 | 200 | ||
| 16 | 600 | 230 | ||
| 18 | 600 | 261 | ||
| 800 | 820 | 10 | 800 | 251 |
| 12 | 800 | 301 | ||
| 14 | 800 | 350 | ||
| 16 | 800 | 399 | ||
| 18 | 800 | 447 | ||
| 20 | 800 | 496 |
Как производятся элементы разных форм
У стальных отводов по ГОСТ 17375-2001 угол сгиба варьируется от 15 до 90 градусов (кратно 15). Но выпускаются и нестандартные детали с углом в 73 или 37 градусов. Радиус сгиба — от 1 до 1,5 Ду (условный диаметр трубопровода).
В числе самых востребованных — крутоизогнутые стальные отводы, которые имеют разные условные проходы на каждом конце. Они легко соединяют трубы с разным условным диаметром, позволяют менять изгиб и направление трубопроводов. Но их производство довольно трудоемкое по сравнению с простыми гнутыми деталями, поэтому и цена выше. Технология подразумевает многократную прокатку заготовки через специальные формы разного диаметра с постоянным подогревом для более плавного придания точной формы.
Также популярны резьбовые, бесшовные и шовные стальные отводы. Бесшовные модификации изготавливаются методом промышленного литья. Резьбовые монтируются только под углом 90 градусов к оси трубопровода.
Виды стальных отводов
Крутоизогнутые цельнотянутые
Крутоизогнутые цельнотянутые отводы изготавливаются из углеродистой и низколегированной стали с углами гиба 45, 60, 90 и 180° из труб методом штамповки или протяжки по рогообразному сердечнику. Применяются для трубопроводов различного назначения, включая подконтрольные органам надзора (с индексом «П» на маркировке) при рабочем давлении до 160 атм при температуре от -70 до +450 °C.



Изготавливаются по ГОСТ 17375-01 (типа 3D с радиусом гиба примерно 1,5 Ду; исполнения 1 и 2) и по ГОСТ 30753-01 (типа 2D с радиусом гиба примерно 1 Ду; исполнения 1 и 2). Исполнение 1 сделано на базе иностранных стандартов (DIN) и выпускается в России в основном диаметрами от 21,3 мм до 48,3 мм. Исполнение 2 является наиболее частоиспользуемым. Хотя в ГОСТах заложены все типоразмеры, в России по ГОСТ 17375-01 отводы изготавливаются диаметром от 32 мм до 426 мм. Если нужен отвод нержавеющий с подобной геометрией диаметром выше 426, то обычно (исходя из условий эксплуатации) применяют отводы штампосварные (ОКШ) или сварные секционные (ОСС), а по ГОСТ 30753-01 — изготавливаются отводы диаметром 530, 630, 720 и 820 мм. Также крутоизогнутые отводы изготавливаются по ОСТ 34.10.699-97 (для ТЭЦ и атомной промышленности из черных сталей), по ОСТ 34.10.418-90 (для ТЭЦ и атомной промышленности из нержавеющих сталей), а также по различным ТУ с геометрией по ГОСТ 17375-01 из нержавеющих сталей.
Штампосварные крутоизогнутые
Штампосварные крутоизогнутые отводы изготавливаются для магистральных и промысловых трубопроводов диаметрами от 219 до 1420 мм на рабочее давление до 100 атмосфер для объектов нефтяной и газовой промышленности. Изготавливаются по ТУ 102—488-95, радиус гиба — около 1,5 Ду. Также имеется ряд других ТУ.
Сварные секционные
Сварные секционные отводы изготавливаются по ОСТ 34.10.752-97 (с радиусом гиба 1 Ду и 1,5 Ду) из углеродистых и низколегированных сталей для теплосетей и тепловых электростанций под углом 15, 30, 60 и 90° градусов на рабочее давление до 25 атм при рабочей температуре до 200 °C; по различным типовым схемам (в частности ТС-583, разработанным на базе ОСТ 34.10.752-97) диаметром от 108 до 1620 мм; по ОСТ 36-21-77 диаметрами от 500 до 1420 мм; по ГОСТ 36-42-81 диаметрами от 14 до 426 мм (с радиусом гиба 1,5 Ду) из углеродистых сталей, предназначенными для строительства трубопроводов, рассчитанных на давление до 25 атм с температурным диапазоном -30 до +300°C на предприятиях химической, нефтехимической, металлургической, пищевой, легкой и пр. отраслей промышленности. Также отводы сварные секционные могут изготавливаться по ТУ 102—488-95, ТУ 51-29-81, ОСТ 36-21-77 и др.
Эксплуатационные сферы, конструкция и технология производства
На сегодняшний день стальные изделия могут применяться в трубопроводных конструкциях, которые осуществляют транспортировку различных рабочих сред. Рассмотрим основные вещества, которые передвигаются по таким коммуникациям:
- вода;
- пар;
- газ;
- нефтепродукты.
Рассмотрим конструктивные элементы, из которых состоит эта деталь:
- сваренное изделие;
- три патрубка.
Существует несколько способов, с помощью которых можно выполнить эту деталь:
- горячая штамповка;
- водная штамповка;
- сварной метод.
Наиболее распространённый способ производства этих изделий — штамповка из цельного листа. Это связано с тем, что такой метод требует минимум финансовых затрат. Горячую штамповку целесообразно использовать для массового выпуска этих соединительных приспособлений.

Тройники различаются методом изготовления — штампованные детали наиболее распространены
Регламентируются эти соединительные приспособления государственными стандартами (ГОСТ). Стальные тройники описываются в ГОСТ 17376. Такие детали производятся из углеродистой или легированной стали, а используются — при прокладке коммуникаций промышленного типа. Существуют изделия, которые регламентирует другой нормативный документ — ГОСТ 17376–2001. Такие стальные приспособления выполняются из углеродистой и низколегированной стали.
Эксплуатационные сферы стальных соединительных изделий этого типа не заканчиваются на промышленных трубопроводах. Их используют и для других конструкций:
- отопительных трубопроводных систем;
- водопроводов;
- газопроводов.
Посредством тройника можно с лёгкостью выполнить подключение к магистральной линии, поэтому это изделие так популярно и используется практически во всех отраслях. Наиболее эксплуатируемым приспособлением на сегодняшний день является приварное изделие. А для труб с большими показателями сечения применяются фланцевые тройники.
Правила монтажа тройников: общие рекомендации
Монтаж тройников на трубопровод из пластика
Процесс монтажа тройников с напорный или безнапорный трубопровод следует подчинить определенному набору правил. Иначе этот соединительный элемент превратиться из вполне работоспособной детали трубопровода в источник крупных неприятностей для его владельца.
И для того, чтобы подобная трансформация не произошла нужно придерживаться следующих рекомендаций:
- Применяйте прямоугольные тройники только в напорных системах. Безнапорные линии следует оборудовать соединительными элементами с 45-градусными отводами.
- Собирая безнапорную сеть на раструбах, следите за ориентацией соединительного элемента – тройник для пвх трубы следует ориентировать раструбом в сторону движения жидкости. Проще говоря, на пути потока сначала идет раструб, а затем – гладкий торец. Иначе стыки будут подтекать, что, согласитесь, очень неприятно (особенно в случае канализации).
- Монтируя тройник на клей старайтесь выбрать положение трубы относительно соединительного элемента за первую пару секунд после инсталляции торца трубопровода в фитинг. Проворачивать или смещать трубу после этого категорически не рекомендуется. Если вы не уверены в своих силах – воспользуйтесь направляющими.
- Соединяя тройник полимерный и такую же трубу на сварку, сделайте отметку на теле трубы, обозначающую глубину погружения. Иначе тройник для соединения труб РР или РЕ типа попросту «забьется» лишним пластиком, что скажется на пропускной способности трубопровода.
- Собирая металлический трубопровод, позаботьтесь об уплотнении резьбовых торцов или сгонов. Не экономьте на ФУМ и всегда используйте контргайку, перед закручиванием которой следует подмотать пару витков уплотнителя в промежутке между гайкой и торцом тройника.
Источник
Виды отводов
Ассортимент металлических отводов невероятно широк, что обусловлено их конструктивными особенностями и различными областями использования. Рассмотрим основные виды этих изделий:
- крутоизогнутые;
- штампосварные;
- сварные секционные;
- сварные секторные (сегментные);
- гнутые;
- точечные.
Крутоизогнутые. Все основные параметры таких изделий описаны в соответствующей документации (ГОСТ 17235–2001, ГОСТ 17235–83). Они производятся посредством протяжки трубы. Протяжка выполняется через специальную форму на трубогибочном оборудовании, в результате чего получается высококачественная деталь.
Отводы стальные для труб крутоизогнутые выполняются, как правило, из углеродистой и нержавеющей стали. Угол крутоизогнутого отвода может быть: 30, 45, 60 и 90°. Размеры сечения таких отводов варьируются от 18 до 426 мм. Давление, к которому устойчив такой отвод составляет до 16 МПа.
Штампосварные. Такие детали изготавливаются из листов посредством сварки. Этот способ производства позволяет получить толстостенное изделие с повышенными прочностными характеристиками. Штампосварные изделия могут иметь размеры сечения до 1420 мм. Их эксплуатируют в магистральных коммуникациях нефтегазовой отрасли. Изготавливаются штампосварные детали из легированной или нержавеющей стали и регламентируются техническими условиями (ТУ).

Штампосварные отводы — это толстостенные изделия, применяемые в трубопроводах с высоким рабочим давлением
Сварные секционные. Выполняются из отдельных участков труб, которые сваривают друг с другом, в результате чего получается готовая деталь. Цена на такие отводы довольно небольшая, однако, их показатели прочности и надёжности меньше, чем у других видов. Производятся из углеродистой или низколегированной стали. Показатели сечения таких деталей варьируются от 108 до 1620 мм.



Сварные секторные. Такие отводы эксплуатируют в трубопроводах, которые имеют большой размер сечения. Такие коммуникации обладают определённым углом поворота потока рабочей среды, которая транспортируется под небольшим давлением. Угол такого изделия зависит от эксплуатационных особенностей и может быть: 30, 45, 60 и 90°.
Точёные. Такой вид выполняется из специальных литых заготовок на токарном станке. Стоит отметить, что точечные изделия имеют самую высокую стоимость. Это связано с очень сложным технологическим процессом их изготовления.
Их основные преимущества это:
- изготавливаются с любым показателем толщины стенки;
- устойчивы к высокому давлению (до 100 МПа).
Гнутые. Такие отводы, как правило, используют в тех случаях, если нет возможности установить на трубопровод крутоизогнутый вариант изделия. Гнутые детали не имеют такого большого радиуса изгиба, как крутоизогнутые, а также оснащаются прямым участком. Угол таких изделий варьируется от 2 до 90°. Их использование регламентируется соответствующей документацией (ГОСТ и ТУ). Гнутые отводы монтируются в коммуникациях, температура которых колеблется от −50 до +510 °C.

Гнутые отводы получают путем сгибания горячих или холодных заготовок на специальном гибочном оборудовании
Показатели давления для таких отводов доходят до 100 МПа. Гибка таких изделий производится на специальном трубогибочном оборудовании. Их могут гнуть как в холодном, так и в горячем состоянии.
Заключение
Проектирование трубопроводов и их деталей — ответственный процесс, требующих точных расчетов и учета свойств материалов, а также сред, в которых они эксплуатируются. Эти расчеты должны учитываться при производстве как тройников, так и других деталей трубопроводов: стальных фланцев, заглушек фланцевых, переходов и т. д. Тройники особенно критических условий применения следует изготавливать без швов методом литья.
Список литературы
- Юфин В. А. Трубопроводный транспорт нефти и газа.. – М. : Недра, 1976.
- Чернышов Г. Г. Сварочное дело: Сварка и резка металлов / Г. Г. Чернышов.. – М. : Изд. центр «Академия», 2004.
- Специальные способы литья : справочник / под ред. В. А. Ефимова.. – М. : Машиностроение, 1991.
- Ретшер Ф. Детали машин : в 2-х томах.. – М. : Госмашметиздат. 1933-1934г..
- Тимошенко С. П. Сопротивление материалов.. – М. : Гостехиздат, 1943. – 345 c. Т. 2.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.



