
Травление
Для травления печатной платы, чаще всего, используется раствор хлорного железа. Составы других растворов для травления фольгированного материала смотри здесь.
Для травления платы в любом из травильных растворов подойдет стеклянная, керамическая или пластиковая посуда, например от молочных продуктов питания. Если под рукой подходящего размера емкости не оказалось, то можно взять любую коробку из плотной бумаги или картона подходящего размера и выстелить ее внутренность полиэтиленовой пленкой.
Травить печатные платы в металлической посуде не допускается.
Утилизировать отработанный травильный раствор допускается в канализацию.
Готовим раствор хлорного железа согласно рекомендациям на упаковке. Обычно порошок разбавляется водой в соотношении 1:3. В емкость наливается травильный раствор и на его поверхность аккуратно рисунком вниз кладется печатная плата. За счет сил поверхностного натяжения жидкости и небольшого веса плата будет плавать.
Посуда для травления выбирается так, чтобы плата не ложилась
полностью на дно, а углами опиралась на стенки тарелки. Тогда между платой
и дном будет пространство, заполненное раствором. Во время травления плату
необходимо переворачивать и помешивать раствор. Если надо быстро
протравить плату, подогрейте раствор до 50-70°С.
Если плата больших размеров, то в крепёжные отверстия (по углам) вставьте спички так, чтобы они выступали на 5-10 мм с обеих сторон. Можно вставлять медную проволоку, но тогда будет большее насыщение раствора медью. Травите в фото кювете,
помешивая и переворачивая плату.
Работая с раствором хлорного железа необходимо соблюдать осторожность. Раствор практически невозможно смыть с
одежды и предметов
При попадании на кожу, промойте содовым раствором.
Фарфоровая тарелка легко отмывается от раствора и может применяться в
дальнейшем по прямому назначению. По окончании травления слейте раствор в
пластмассовую бутылку, он вам еще пригодится.

Рис. 11 — Хлорное железо
Совет. Сделайте раствор более насыщенным. Это поможет ускорить процесс, и нарисованные дорожки не отвалятся прежде, чем вытравится все необходимое.
Совет. Ванночку с раствором рекомендуется погрузить в горячую воду. Повышение температуры значительно ускоряет химическую реакцию травления. Нанесенные маркером дорожки достаточно нестабильны, и чем меньше они будут находиться в жидкости, тем лучше. Если при комнатной температуре плата в хлорном железе травится около часа, то в теплой воде этот процесс сокращается до 10 минут.
Совет. В процессе травления, хоть он и так ускорен за счет подогрева, рекомендуется постоянно двигать плату, а также счищать продукты реакции щеточкой для рисования.
Совет . Для удобства к центру платы клеем момент можно приклеить пробку от пластиковой бутылки. Пробка одновременно будет служить ручкой и поплавком. Но тут есть опасность, что на плате образуются пузырьки воздуха и в этих местах медь не вытравится.
Рис. 12 — Пробка — ручка
Чтобы обеспечить равномерное вытравливание меди можно положить печатную плату на дно емкости вверх рисунком и периодически покачивать ванночку рукой. Через некоторое время, в зависимости от травильного раствора, начнут появляться участки без меди, а затем медь растворится полностью на всей поверхности печатной платы.

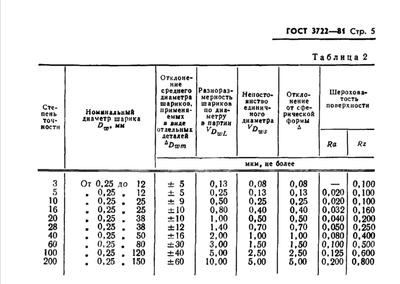







Рис. 13 — Травление
После окончательного растворения меди в травильном растворе печатную плату извлекают из ванночки и тщательно промывают под струей проточной воды. Тонер удаляется с дорожек ветошью, смоченной в ацетоне, а краска хорошо удаляется ветошью, смоченной в растворителе, который добавлялся в краску для получения нужной ее консистенции.
Совмещая все вышеописанные манипуляции вполне возможно вытравить лишнюю медь всего за 5-7 минут, что является просто отличным результатом для этой технологии.
Рис. 14 — Печатная плата после травления
После травления плату нужно тщательно промыть под проточной водой и просушить. Лак снимите при помощи безопасного
лезвия (счищать) под тонкой струей воды. Следы от маркера, закрывающие дорожки и контактные площадки, можно удалить спиртом или ацетоном.
Высушенную плату необходимо подчистить скальпелем от
лишних соединений и расплывшегося лака. Если дорожки близко друг к другу,
то можно расширить просвет скальпелем.
Особенности изготовления
Стандартные латексные шарики наполняются гелием. Он легче воздуха, поэтому шары летают. Чтобы полет сохранялся в течение нескольких дней или хотя бы до конца вечеринки, необходима обработка шарика изнутри полимерным составом Hi Float. Изобретение технологии принадлежит инженеру из Кентукки. Он впервые использовал клеевую массу для распределения во внутренней полости — до закачки гелием.
А фольгированным моделям этого не требуется. Они изготавливаются из металлизированной пленки на базе нейлона. Производственный цикл включает в себя несколько этапов:
- выполнение заготовки;
- обрезка по контуру;
- запайка на профессиональных станках.
Качество изготовления фигуры определяется швом. Он должен быть тонким. Запайка выполняется с соблюдением всех технологических нюансов. Поэтому воздух не просачивается через швы.
Чтобы гелий можно было закачать внутрь, устанавливается специальный клапан. Арт-объект готов! Теперь можно смело приступать к оформлению дня рождения, корпоративной вечеринки или свадебного торжества.
Почему не литые, а полые бетонные шары
Самый простой и известный способ изготовления монолитного бетонного шара, отливаемого в детском резиновом мяче, рассматривать не будем.
Наиболее интересен вариант изготовления полого бетонного шара, так как это позволяет получить значительно большего размера изделие и с приемлемым весом. Его легче транспортировать и перемещать по саду.
Кроме того полые бетонные шары могут дополнительно использоваться как вазы или декоративные светильники. Для этого достаточно в стенке шара сделать отверстия и поместить внутрь источник света.
При изготовлении бетонных шаров в основном применяются четыре метода (метод с большим металлическим скелетом не рассматривается). У каждого из них есть свои плюсы и минусы. Но есть и основное преимущество по сравнению с применением детского резинового мячика – это возможность многократного использования опалубки без ее разрушения.
Раздел: Воздушные шары
Подраздел: Воздушные шары из латекса
Тема: Происхождение и свойства воздушных шаров из латекса
Происхождение натурального латекса каучуконосы. Добыча каучука, первичная обработка каучука. Свойства натурального латекса. Поражающие факторы, действующие на латексные шары.






Тема: Виды латексных шаров
Круглые латексные шары. Большие (гигантские) латексные шары. Шары с двумя хвостиками (LINK-O-LOON, линколуны, линкинги, LOL). Шары для моделирования (ШДМ). Фигурные латексные шары. Определение размеров для каждого вида шаров. Фасовка шаров по пачкам.
Тема: Латексные шары с рисунком
Способы нанесения рисунка на поверхность шаров (шелкография, офсетная печать, многокрасочная печать). Стороны шара для рисунка. Лицензионные рисунки.
Тема: Шары упаковщики
Назначение шаров упаковщиков. Свойства шаров упаковщиков разных производителей.
Тема: Латексные шары, надутые гелием
Подъемная сила гелиевых шаров. Время жизни гелиевых шаров. Обработка шаров перед надуванием гелием (растяжение, Hi-Float). Гелиевые шары со светодиодами. Экономия гелия, возможная при надувании гелиевых шаров.
Тема: Торговые марки латексных шаров, которые есть в продаже
Шары Sempertex. Шары Gemar. Шары Belbal. Шары Qualatex. Шары Глобос Паяцо (Латекс Оксидентл). Шары Веселуха. Шары «Веселый праздник». Олимпийские шары. Сравнение свойств и потребительских качеств латексных шаров от разных производителей.
Подраздел: Фольгированные шары и фигуры
Тема: Происхождение и свойства фольгированных шаров и фигур
Свойства лавсановой пленки. Технология производства фольгированных шаров и фигур. Функция обратного клапана в шейке шаров. Определение размера фольгированных шаров и фигур. Значение дизайна рисунка на фольгированных шарах. Фольгированные шары и фигуры с лицензионным рисунком.
Тема: Виды фольгированных шаров и фигур
Оформительские фольгированные шары (без рисунка). Шары с рисунком. Фольгированные фигуру и минифигуры. Фольгированные цифры, буквы и другие символы. Фольгированные шары и фигуры 3D (объемные). Музыкальные фольгированные фигуры (шары со встроенным проигрывателем). Фольгированные фигуры — ходилки (ходячки). Шары Bubbles
Тема: Фольгированные шары и фигуры, надутые гелием
Правильное надувание и завязывание фольгированных шаров и фигур. Использование автоматических редукторов и запайщиков. Время жизни гелиевых фольгированных шаров и фигур (долговечность шаров). Поражающие факторы, действующие на надутые шары и фигуры. Опасность перепадов температуры для фольгированных шаров, надутых гелием.
Тема: Торговые марки фольгированных шаров и фигур, которые есть в продаже
Продукция Flexmetal. Продукция Grabo. Продукция Anagram. Продукция Conver. Продукция Qualatex. Продукция CTI. Продукция Betallic. Продукция Falali (Веселый праздник). Сравнение свойств и потребительских качеств фольгированных шаров и фигур от разных производителей.







Сверление отверстий
Для сверления отверстий можно использовать следующие инструменты:
- мини-сверлильный
станок; - мини-дрель (гравер, дриммель);
- шуруповерт;
- ручная дрель.
Сверлить отверстия лучше всего с помощью специального мини-сверлильного станка твердосплавным сверлом нужного диаметра. Если сверлильного станка в наличии нет, то можно просверлить отверстия маломощной дрелью простым сверлом. Можно купить цанговый или кулачковый патрон под маленькие сверла и приспособить его к ручной дрели.
Совет. Если сверло зажать не удается, то можно его хвостовик обернуть несколькими слоями бумаги или одним слоем наждачной шкурки. Можно на хвостовик намотать плотно виток к витку тонкой металлической проволочки.
Важным условием того, чтобы сверло не повело, является его
«свежесть». Впрочем чего ждать от конкретного сверла, можно понять,
просверлив пробное отверстие на каком-нибудь обрезке стеклотекстолита.
Все отверстия, включая и
крепежные, сверлятся одним (наименьшим) диаметром. Далее необходимо
проверить сверление на «просвет» так как обязательно найдутся
непросверленные отверстия. Такие отверстия нужно досверлить. Далее производится рассверливание крепежных и остальных,
больших по диаметру, отверстий.
Сверлить отверстия в стеклотекстолите можно на любой скорости. Опыт показывает, что сами сверла служат намного дольше, если их эксплуатировать на низких скоростях. Так их сложнее сломать, погнуть и повредить заточку.
После окончания сверления проверяется, все ли просверлены отверстия. Это хорошо видно, если посмотреть на печатную плату на просвет.
После произведенных операций, производится зачистка поверхности платы
мелкой наждачной бумагой. Цель – получить чистую блестящую поверхность. Этот процесс необходим для удаления заусениц от сверления
и для лучшего сцепления краски рисунка с поверхностью. До зеркального блеска зачищать медный слой не стоит, так как мелкие царапины от наждачной бумаги увеличивают адгезию поверхности, что понадобится дальше.
В завершение необходимо очистить фольгу от пыли и следов ваших пальцев. Для этого используется спирт, ацетон, жидкость для снятия лака. После обработки к медной поверхности руками не прикасаемся. Для последующих манипуляций захватываем стеклотекстолит за грани.
1-й способ: использование пластмассовой формы
Пластмассовая форма для изготовления бетонного шара приведена на фотографии.
Ранее в статье о декоративных плитках уже подробно рассматривались различные пластики для форм и варианты их использования в зависимости от толщины и свойств материала. При желании ее можно прочитать.
Для получения полого шара применяется такая же методика, как и при изготовлении 2-х цветной садовой вазы (и короткое видео ) – послойное нанесение снизу вверх пластичной бетонной смеси на внутреннюю поверхность формы.
Возможно использование нескольких цветов смеси и, комбинируя ими, получить цветной бетонный шар с вечным рисунком.
После изготовления двух полушарий они склеиваются бетонным клеем, который также можно приготовить самостоятельно . Чтобы шов был малозаметным, клей также подкрашивают пигментом.
Особенности и преимущества фольгированных шаров
Главными достоинствами фольгированных шаров являются:
- долговечность. Наполнять шары можно как гелием, так и воздухом. Благодаря использованию особого непроницаемого материала надутые изделия гораздо дольше сохраняют свою форму, нежели их аналоги. Кроме того, они более устойчивы к повреждениям и механическим воздействиям;
- многообразие дизайнов. Шары отличаются не только расцветкой, но и формами. Они могут иметь форму цветов, звезд и даже сказочных героев. Очень красиво и оригинально смотрятся “ходячие” фольгированные шары;
- возможность повторного применения. Изделия данного вида можно использовать повторно. При этом они не потеряют своей формы и сохранят первоначальный внешний вид;
- экологичность. Материал, используемый для изготовления шаров, полностью безопасен и гипоаллергенен. Благодаря этому фольгированные изделия лучше всего подходят для украшения детских праздников или больничных палат;
- простота эксплуатации. Для надувания изделия не требуется много усилий. При этом “перестараться” при надувании фольгированного шара крайне сложно за счет плотных стенок. Простыми словами, вы можете не опасаться, что он лопнет в процессе надувания прямо у вас в руках.
Купить фольгированные шары оптом в Москве можно частным клиентам, планирующим организовать торжество, компаниям, специализирующимся на организации праздников и иных мероприятий, а также фирмам, планирующим провести акции для клиентов и т.п.
Сфера применения фольгированных шаров практически неограничена. Яркие и прочные изделия подойдут для использования в помещениях и на улице. Это отличное украшение, подходящее для применения как на детском празднике, так и в торговом центре.
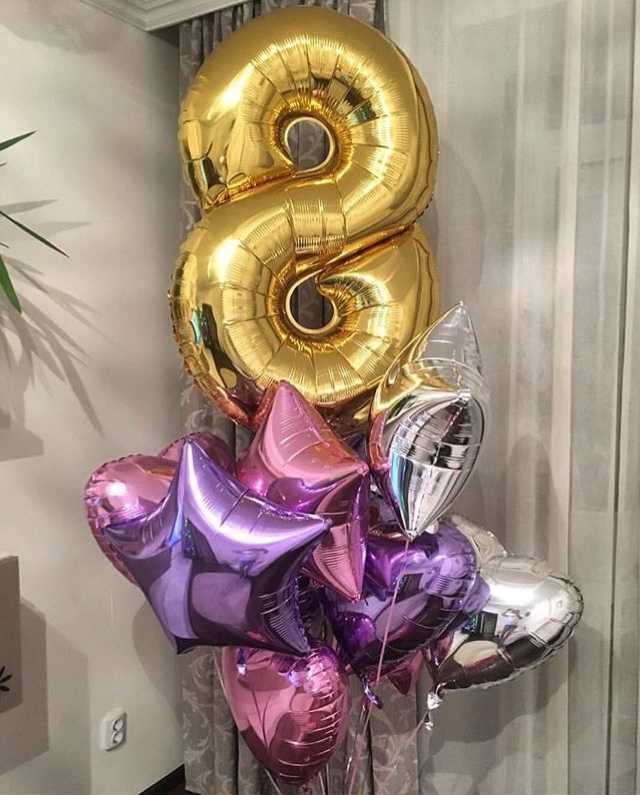
Счастья много не бывает
Современные воздушные шары отличаются разнообразными цветами, формами. Они могут принимать самый оригинальный вид. На день рождения маленькому ребенку можно подарить ростовую аэродинамическую фигуру в образе любимого мультяшного персонажа. Из шаров малого объема можно выкладывать здравицы, поздравления, имена. Если в оформлении интерьера банкетного зала используются воздушные шарики, значит, всем присутствующим обеспечено хорошее настроение: пестрые композиции невольно притягивают к себе взгляды.







Фольгированные модели отличаются повышенной плотностью. Поэтому надувных куколок, забавных персонажей или животных часто приобретают для оформления детских праздников, утренников, мероприятий. Особую радость ребенку доставляют ходячие шары, описание которых можно найти на сайте фирменного магазина. Если к малышу на день рождения «придут» огромный Ниндзя, очаровательная Принцесса или Супермен во всей красе, радости именинника не будет предела. Такой надувной персонаж можно сделать участникам игры. С ним прикольно фотографироваться и обниматься!
Фольгированные арт-объекты раскрасят детский день рождения:
- фигура «Розовый колокольчик с ленточкой»;
- 3D сфера «Звездные войны»;
- куб «Черепашки Ниндзя».
Воздушная игрушка останется с ребенком надолго после праздника.

Можно купить популярные и востребованные фольгированные цифры на сайте. Они яркие, их видно издалека, ими легко украсить любую фотозону.
Юбилейное торжество предполагает чествование именинника, произнесение разнообразных здравиц. Оформление адресных поздравлений будет особенно выразительным, если имя виновника торжества выложить большими фольгированными буквами. Если частью дизайнерского решения будет отдельно подготовленная декорация с его именем, указанием количества лет, он точно запомнит эту вечеринку надолго.
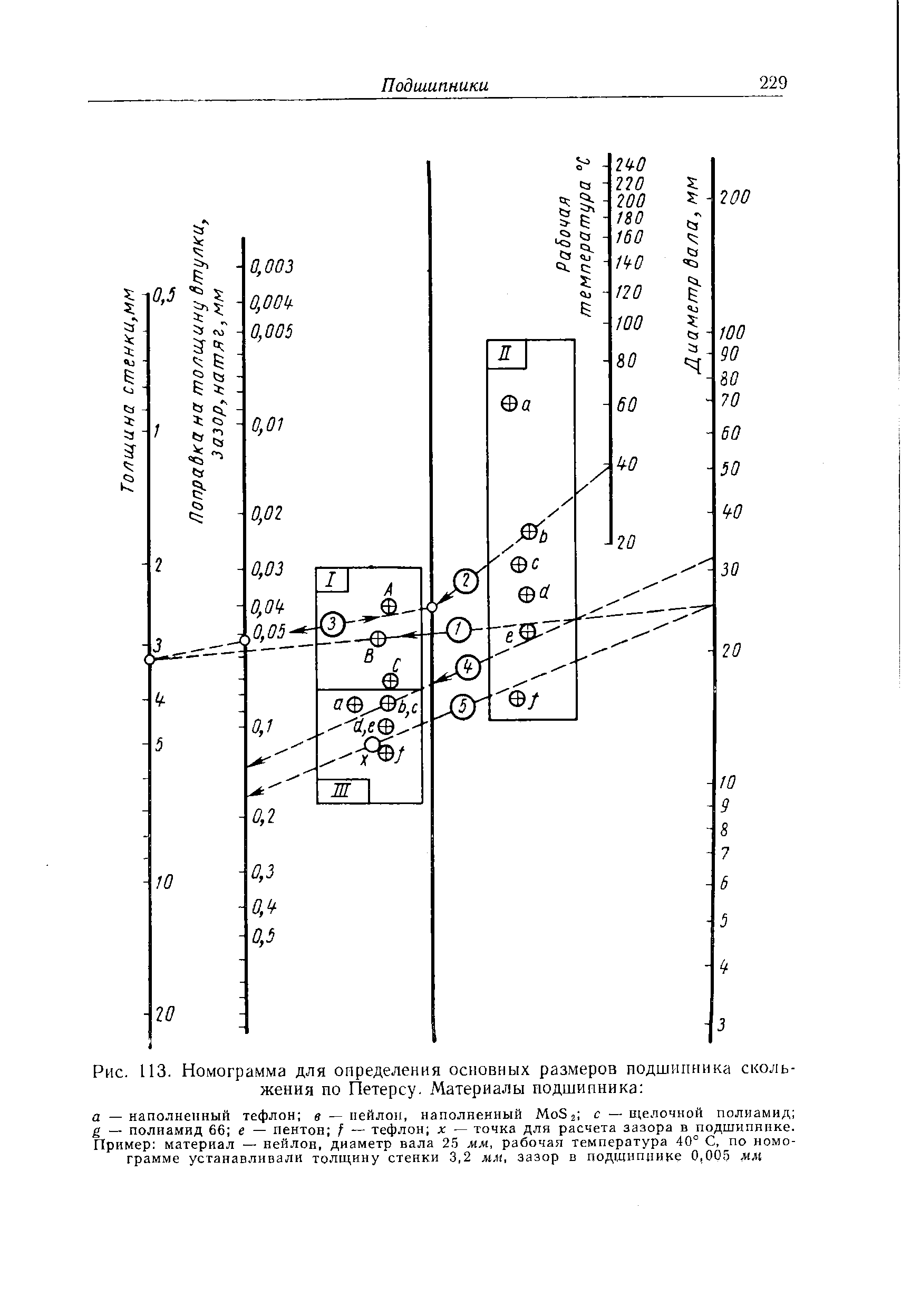
5 основных этапов производства
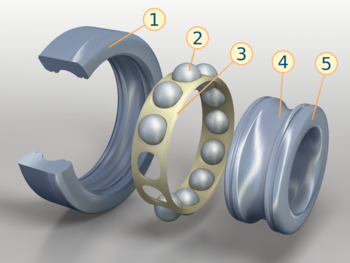
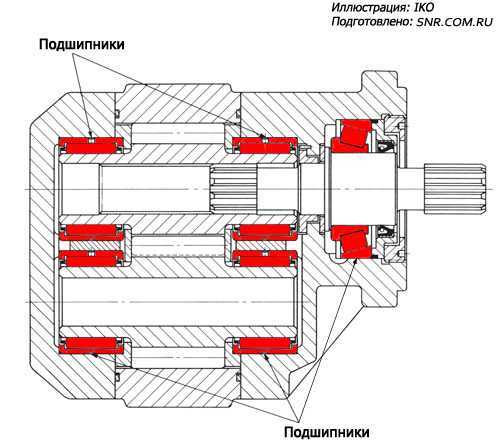
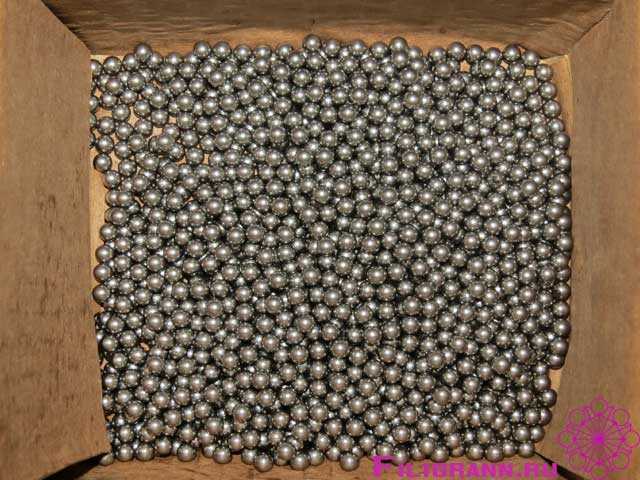
Процесс изготовления шариков для подшипников построен по конвейерному принципу. Это обусловлено тем, что изготовление таких деталей предполагает выполнение нескольких видов технологических операций, которые чередуются одна за другой. Весь процесс производства включает в себя 5 обязательных этапов:
- Штамповка. На этой стадии из проволочных калиброванных бунтов нарезаются заготовки – прутки. Их диаметр может быть разным, в зависимости от того, какого размера шарики требуется изготовить. Заготовки обрабатываются на холодновысадочном оборудовании: автомате или станке поперечно-винтовой прокатки. После этого из прутков получаются шарики. Однако из-за грубой обработки они имеют дефекты геометрии (кольцевые наплывы, выступы) и требуют дальнейших мер по доведению до оптимальных параметров.
- Обдирка. Этот этап подразумевает пропускание тел качения в специальных барабанах с абразивными чипсами. Грубая обработка позволяет удалить геометрические дефекты с поверхности изделий, довести форму до правильной сферы.
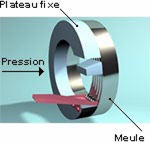
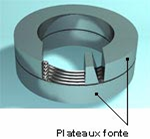
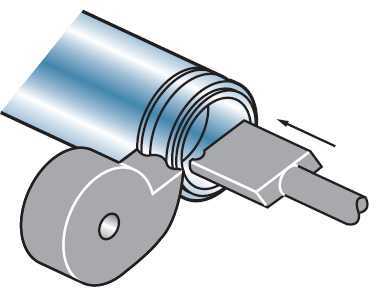
- Обкатка. Эта технологическая операция выполняется посредством применения дисковых матриц. Они, в свою очередь, представляют собой верхнюю подвижную (вращающуюся) и нижнюю (статическую) планшайбы. Матрицы оснащены чугунными дисками, профиль которых выполнен специальной формы. В результате обкатки образуются изделия-полуфабрикаты с допуском около +100 мкм в сравнении с требуемым геометрическим размером. Только теперь можно применять последующие этапы обработки для совершенствования поверхности и формы тел качения.
- Термообработка. В основном сырьем для изготовления шариков является сталь ШХ15 (это подшипниковый металл, Cr 1,5%, С 0,95%). Ее качество строго регламентируется ГОСТом 3722. Термообработка проводится в муфельных печах. Весь процесс включает в себя этап нагрева, отжига (при температуре 800 градусов по Цельсию) и закалку в специальном масле (его характеристики регулируются по ГОСТу 801-78). После термообработки тела качения обретают устойчивую твердость (от 60 до 62 HRC). Этот параметр обусловливает два других ключевых свойства тел качения: прочность и выносливость.
- Шлифовка. Заключительный процесс, который необходим для достижения оптимальных размеров с допуском +10 мкм от номинального параметра. Используется специальное оборудование, похожее на аппараты, в которых выполняется обкатка, но более точное.
Основные этапы обработки на этом заканчиваются
Важно! В качестве финишного воздействия может дополнительно предприниматься операция доводки. Она необходима, если к точности самих шариков выдвигаются повышенные требования
Заказать в Москве шарики для подшипников можно на сайте компании The Big Bearing Store. В каталоге представлен большой ассортимент тел качения различного калибра и точности. Имеется возможность подобрать расходные материалы, такие как смазки и закрепительные втулки. При необходимости можно подъехать в офис с образцом подшипника для выбора детали нужного типа. Адрес указан на сайте в разделе «Контакты».
Нанесение рельефного рисунка на поверхность бетонного шара
О возможности декорирования внутренней и внешней поверхности бетонного шара было сказано выше. Дополнительно можно предложить еще один способ: нанесение рельефа за счет штампования поверхности бетона (частично это использовалось при обработке искусственного валуна) .
Еще вариант – это применение пластиковой или вязаной салфетки (такой же как при изготовлении вязаной гипсовой вазы ). Салфетка смачивается машинным или растительным маслом и накладывается на верхнюю часть воздушного шарика. Далее наносится слой бетона. После его застывания, салфетка удаляется.
На внутренней поверхности изделия остается выдавленный рисунок. Чтобы сделать его более четким, красим эту поверхность следующим образом.
Первое: окрашиваем кисточкой всю поверхность. Например, серебряной краской.
Второе: после того, как краска высохнет, аккуратно губкой, смоченной темной краской, наносим этот слой на выпуклые элементы рисунка.
Также можно применить старый вариант, который использовался при окрашивании фигурки нэцке ( тут ) и распятия на кресте ( тут ).




Заключение
Все плюсы и минусы каждого из приведенных методов изготовления пустотелых бетонных шаров видны из их описания. Поэтому мастер должен решить сам – какой вариант ему предпочтительнее.




Дополнительно хотелось бы отметить следующее. Если необходимо ускорить работу, то без применения добавок в цементную смесь не обойтись. Они позволяют получить более пластичную и липкую массу, значительно облегчающую работу. Чтобы не повторяться, достаточно еще раз прочитать об этом одну из статей по изготовлению садового декора, хотя бы эту .
Всем удачи в вашем творчестве и до новых встреч на страницах kamsaddeco.com.
(и короткое видео )
(и короткое видео )
(и короткое видео )
Советы
- Маркировка
проводников на схеме и печатной плате облегчит монтаж, настройку и поиск
возможных неисправностей. Маркировку на печатную плату наносят вместе с
защитным слоем перед травлением. - Нанесение обозначений на печатную плату,
необходимых при монтаже, настройке и ремонте, можно значительно ускорить и
упростить, если использовать для этой цели пленку с переводимыми знаками
(деколь). Порядок изготовления печатной платы в этом случае обычный:
обезжиривание заготовки, нанесение рисунка и обозначений, травление с
последующей промывкой и просушкой. - Удобный скребок для ретуширования рисунка печатной
платы, нанесенного тушью или нитрокраской, получится, если в зажим
цангового карандаша вставить кусочек лезвия безопасной бритвы.|Хотите
работать слегка изогнутым лезвием — выберите цангу с нечетным числом
губок. - Если при
разработке рисунка печатной платы трудно обойтись без пересечения печатных
проводников, то один из проводников разрывают, а на концах разрыва
предусматривают контактные площадки с отверстиями. После изготовления
печатной платы в отверстия со стороны деталей паяют проволочную
перемычку. - Для
нанесения рисунка на плату можно использовать силикатный клей, который
затем сушат под лампой 4—5 мин. - Вместо краски в качестве защитного слоя при
травлении в азотной иди соляной кислоте можно воспользоваться раствором
канифоли в этиловом спирте. Для высыхания рисунка обычно достаточно
10 мин. - Снять тушь с
кальки можно тампоном, смоченным смесью клея БФ и уксусной кислоты в
соотношении 1 : 5. - Для макетирования схем на интегральных микросхемах
удобно использовать монтажные платы типа “слепыш”. На такой плате имеются
контактные площадки для пайки интегральных микросхем и для пайки
соединительных проводников. Установив микросхемы, с помощью тонкого
монтажного провода выполняют навесной монтаж
соединений. - Для снятия оксидной пленки с фольги и для ее обезжиривания удобно пользоваться
ученической чернильной резинкой. - Отверстия малого диаметра в тонких
платах можно сверлить иглой для швейных машин. При этом у иглы отламывают
ушко и затачивают режущие кромки, как у обычного сверла. Работать таким
«сверлом» следует на повышенных оборотах патрона
дрели. - Травление печатных плат можно производить в полиэтиленовом мешке. Плату помещают в
мешок и заливают раствором хлорного железа. Предварительно острые углы
платы закругляют, чтобы не повредить мешок. Покачивая мешок в процессе
травления, перемешивают раствор. Если необходимо работать при повышенной
температуре раствора, мешок помещают в сосуд с горячей водой, удерживая за
края. - Травление печатной платы в концентрированном растворе азотной кислоты занимает 1—5
мин. Работать нужно на открытом воздухе. Готовую плату тщательно промыть
теплой водой с мылом. - С двусторонней фольгированной заготовки при выполнении одностороннего печатного монтажа целесообразно
снять второй слой фольги (с целью экономии травящего раствора). Для этого
лезвием ножа аккуратно отделяют угол фольги и с помощью пинцета или
плоскогубцев снимают весь слой. - Время травления платы зависит от интенсивности
обмена раствора у поверхности фольги. Поэтому для ускорения травления
сосуд следует периодически покачивать. - Если подходящего сосуда для травления найти не
удается, можно поступить следующим образом. Вырезают заготовку с припуском
6—8 мм по периметру. После нанесения рисунка по краям заготовки со стороны
фольги формируют из пластилина бортик высотой 10—15 мм, В образовавшуюся
“кювету” заливают раствор хлорного железа. Сверлить отверстия для
установки деталей и под проводники в этом случае придется после
травления. - Очистить кювету, в которой многократно проводилось травление, можно с помощью
электролита щелочных аккумуляторов: кювету на несколько часов заливают
раствором, после чего промывают в проточной воде.



![Дома из профилированного бруса: 60+ проектов [2019]](http://rubort.ru/wp-content/uploads/8/b/b/8bb277c37f2c9b446f4c970fba3b5892.jpeg)