
Финансовый план
Инвестиции в открытие производства окон выглядят следующим образом:
| Инвестиции на открытие | |
| Регистрация | 20 000 |
| Рекламная кампания | 40 000 |
| Аренда на время ремонта | 40 000 |
| Закупка оборудования | 2 193 000 |
| Прочее | 15 000 |
| Итого | 2 308 000 |
Средние ежемесячные расходы представлены ниже:
| Ежемесячные затраты | |
| ФОТ (включая отчисления) | 336 836 |
| Аренда (200 кв.м.) | 40 000 |
| Коммунальные услуги | 25 000 |
| 10 000 | |
| Бухгалтерия (удаленная) | 8 000 |
| Себестоимость | 1 449 316 |
| Упаковка | 19 223 |
| Непредвиденные расходы | 15 000 |
| Итого | 1 903 374 |
Согласно нейтральным расчетам, рентабельность бизнеса находится на уровне 26%, что для сферы производства являются довольно хорошим показателем. Наибольшую долю в структуре затрат (64%) занимает графа закупки фурнитуры, комплектующих и материалов для изготовления окон (себестоимость продукции). Также 24% от общей стоимости расходов занимает фонд оплаты труда. Бизнес требует внушительных инвестиций, но благодаря рекламе и качественной работе, окупаемость проекта наступит на 10ый месяц работы.
В силу того, что проект подвержен сезонности, в зимние периоды наблюдается спад продаж. Данные таблицы рассчитаны исходя из предположения, что цех будет выпускать до 15 окон ежедневно, что в условиях занятости рабочей силы и наличия оборудования вполне реально. При этом установщики будут ездить к клиентам 2-4 раза в смену.
План продаж на 24 месяца с учетом сезонности, прогноз эффективности инвестиций и расчет экономических показателей бизнеса представлен в финансовой модели.
Затраты и прибыль
Принцип работы довольно прост.
Вам даже не обязательно вводить в штат монтажников. Необходим офисный работник, принимающий заказы. А найти вольнонаемных монтажников не составит труда. Их достаточно в каждом городе. За одно стандартное окно монтажники требуют 1000-1500 руб. Все остальное — это себестоимость и ваша чистая прибыль.
С одного изделия фирма получает 1200-1500 руб. Небольшая недавно сформировавшаяся фирма за месяц ставит от 40 до 50 изделий. При расчете рентабельности этого бизнеса можно отталкиваться от этих цифр.
Нужно иметь в ассортименте не меньше двух оконных систем. Для этого следует найти поставщика, производящего окна из нескольких профилей или пользоваться услугами не одного поставщика.

Не покупайте комплектующие в том же месте, где заказывайте сами окна, ведь на этом производители неплохо накручивают. Приобретайте их у независимых организаций. Учитывайте, это сезонный бизнес (май – октябрь). Поэтому лучше открыться фирму в конце апреля или на начале мая, чтобы быстро окупиться.
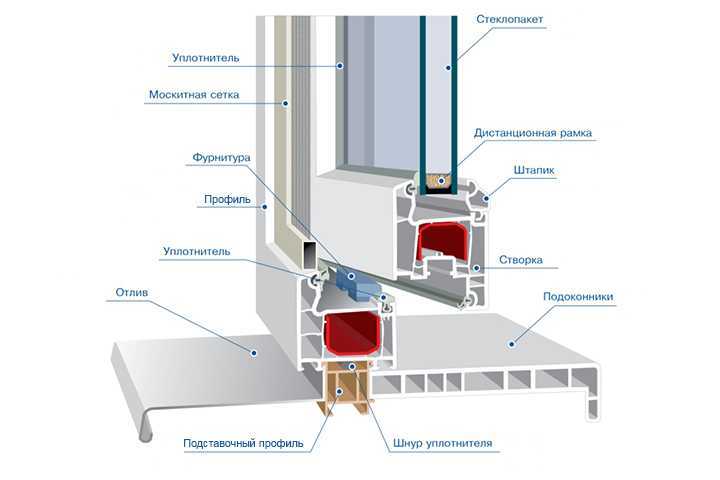
Евроокно – что это и как это делается
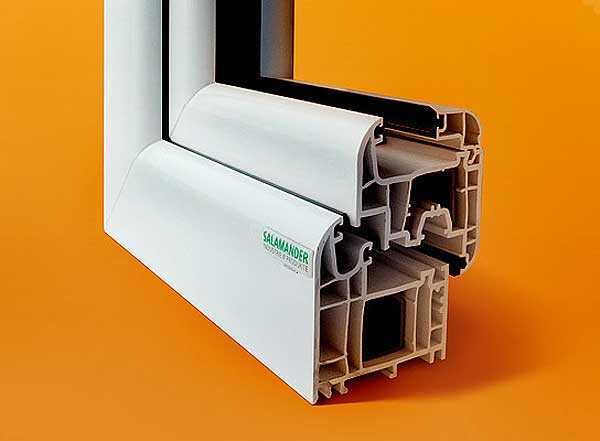
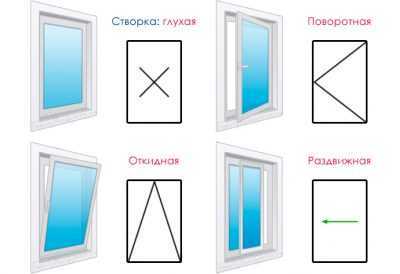
Периметральная фурнитура – это сборная обвязка, комплектуемая из нескольких деталей, монтируемых по всему периметру профиля. Она обеспечивает запирание створки по нескольким точкам, посредством одной ручки, что позволяет добиться максимально плотного прилегания и исключает продувание. Благодаря этой фурнитуре окно, имеющее открывающуюся створку, может работать в двух режимах – поворотном и поворотно-откидном. При поворотном режиме окно открывается только поворотом, при комбинированном – оконная створка открывается и откидывается.
Принципиальное конструктивное отличие «евро» от обычных окон – это одна рама, в которой может стоять несколько стеклопакетов. Главная из технических характеристик «евро» – полная герметичность, достигаемая посредством различных уплотнителей. Теплопроводность же будет зависеть и от количества воздушных камер, и от типа стекол в стеклопакете, и от правильности монтажа окна. Поэтому материал, из которого изготавливается профиль, не играет роли, важен функционал конструкции, и ее характеристики.
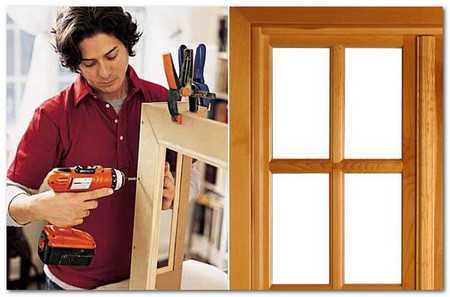
Изготовление пластиковых окон своими руками
Полное описание технологии изготовления пластиковых окон своими руками можно найти в интернете или на нашем основном сайте, а здесь хочу рассказать о том, как наши народные умельцы наладили мини-производство не с целью заработка, а чисто для своих нужд. В небольшом строящемся поселке, где застройщики – люди, как говориться «среднего уровня», несколько энтузиастов решили сэкономить на остеклении свих домов. Подобралась команда из тех, у кого руки растут там, где надо, и в голове все как надо.
А началось с того, что один из них, при попытке заказать окна для своего особнячка, случайно увидел графу «Стоимость материалов».
Как он рассказывал – это был шок! Цифра была почти в половину меньше стоимости всего заказа…… Вот тогда и созрела идея закупать профиль и прочие материалы по себестоимости (ну почти….), а изготавливать пластиковые окна своими руками.
Недалеко от поселка (20-30 минут езды) – областной центр, в котором несколько десятков поставщиков профиля ПВХ, фурнитуры и тд и тп.
Стали искать в интернете описание процесса, по фразе: «Изготовление пластиковых окон своими руками», и нашли.
А вот оборудование ребята изобретали и собирали своими руками! Ручного инструмента в поселке, сами понимаете, было валом любого – дрели, эл. лобзики, перфораторы и много чего другого.
Разметку делали простой рулеткой, давали припуск на «уварку» и отмечали угол 45* школьным угольником. Резали ПВХ профиль лобзиком, а армирование – турбинкой (болгаркой).
Оказалось, что пластиковые окна своими руками изготовить вполне возможно даже без «фирменных станков. Правда, фрезу для торцевания импоста пришлось купить на фирме, где брали профиль.
Сам станок для фрезеровки мне увидеть не привелось, так как собран он был на базе какого-то списанного фрезерного станка и находился в другом месте – где-то в механическом цехе. Брали несколько импостов, увозили, торцевали и привозили готовые.
А вот сварочное приспособление я увидел, причем в работе! Это можно назвать супер приспособление!
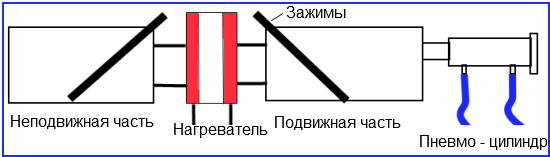
Заготовки для сварки крепятся на своеобразных плечах, одно из которых может двигаться по направляющим полозьям (по-моему от токарного станка). Нагревательный элемент собран из двух конфорок от электроплитки, обтянутых тефлоновой тканью. Причем нагрев регулируемый!
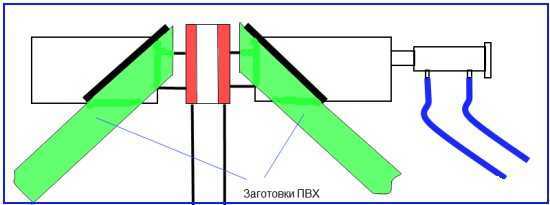
После нагрева, заготовки прижимаются друг к другу с помощью пневмо-цилиндра от домкрата. Система упоров не дает расплавленным краям заготовок вдавливаться друг в друга больше чем на 3-4 мм. Сжатый воздух нагнетается в ресивер (старый газ.балон) автомобильным компрессором (почти 4кг/с).
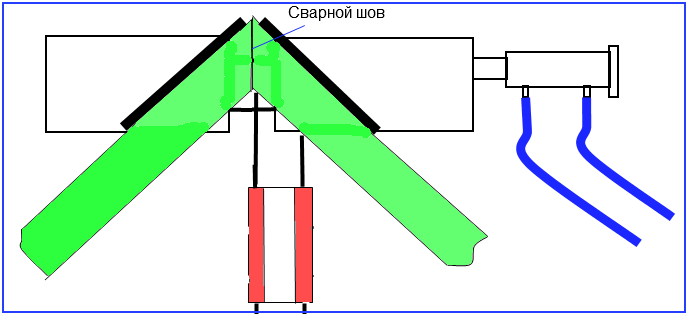
После остывания шва, процедура повторяется с следующей парой. Система зажимов позволяет крепить практически все виды профиля.
Сварной шов зачищается широкой стамеской в плоскости, а с торцов ножом.

Фрезеровка дренажных отверстий делается дрелью – три отверстия, крайние — для крепления колпачка, среднее сам дренаж.
Изготовить пластиковые окна без стеклопакетов невозможно – ребята освоили и это. Начинали с глухих окошек для фронтонов, гаражей, тамбуров и прочих подсобных помещений. Потом освоили окна со створками и межкомнатные двери.









Входные, правда, не рискнули – довольно сложно. А когда, узнав об этом, потянулись соседи – производство расширилось и оказалось, что все свои окна-двери окупились.
По вполне понятным причинам называть адрес я не буду, просто хотелось рассказать, что при желании можно освоить даже изготовление пластиковых окон.
ВНИМАНИЕ. Вам нужна недорогая «Программа для расчета окон»? Нет проблем – свяжитесь с нами и мы вам обязательно поможем!. https://www.youtube.com/embed/CT42Ih7Zh8A
Рекомендации
Для обеспечения дополнительной прибыли многие компании внедряют услугу самостоятельной установки изготавливаемой продукции. Для этого достаточно нанять штат профессиональных мастеров, которые будут осуществлять монтаж оконных систем.
 Если кроме изготовления внедрить в свой бизнес еще и установку это принесет дополнительную прибыль
Если кроме изготовления внедрить в свой бизнес еще и установку это принесет дополнительную прибыль
Установку стеклопакетов квалифицированные мастера производят за 1 день, что является неоспоримым преимуществом перед конкурентами и выгодной особенностью для клиентов.
Полностью автоматизированное производство оконных конструкций позволяет значительно снизить минимальную стоимость продукции на рынке. В условиях кризиса клиенты выбирают наиболее дешевых поставщиков систем остекления, что позволяет выигрывать на объемах.
Организация собственного производства по изготовлению окон представляет собой независимый бизнес, характеризующийся обособленным формированием цены на продукцию, определенной скоростью выполнения заказа и универсальностью производственной линии.
Бизнес план производства окон ПВХ
Особенности выбора помещения
Площадь помещения напрямую зависит от объема производства. Предприятие планирует изготавливать стандартные двухстворчатые окна размером – 1400*1200. Чтобы открыть цех по производству окон ПВХ, который будет выпускать 20 конструкций за смену, достаточно помещения площадью 200 кв. м. При этом стоит помнить, что высота потолка должны быть более 3 метров.
Рядом должен находиться склад готовой продукции.
Станки для изготовления металлопластиковых конструкций не смогут работать без электричества. Напряжение питания должно составлять 380 В/50Гц. Оптимальная температура в помещении – 18° С, в обратном случае может нарушиться технология производства.
Также в помещении должна быть создана хорошая система вентиляции
Особое внимание нужно уделить созданию системы освещения. По всей территории цеха делается общее освещение, а для отдельных участков – локальный «свет»
Подбор персонала
Чтобы организовать небольшое предприятие по производству окон ПВХ нужно нанять около 10 человек и установить специальную программу.
Такая программа с наименьшими погрешностями рассчитает стоимость металлопластиковых конструкций и предоставит всю информацию, нужную для производства.
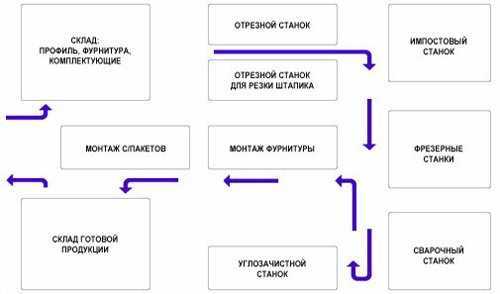
Контроль
Контролировать производственный процесс должен руководитель производства, а главный технолог сможет проверить, соответствует ли готовая продукция общепринятым стандартам и требованиям заказчика? Он также должен распределять задания между рабочими и контролировать технологический процесс.
На предприятии должен быть и инженер, который будет отслеживать работу оборудования и в случае необходимости устранять поломки. В штат рабочих нужно нанять не менее 7 человек, из них один должен быть кладовщик, осуществляющий прием или отправку товаров. Оптимальная схема организации технологической линии и состав производственных участков отображены ниже.
Капитальные затраты
Чтобы открыть завод по производству окон ПВХ производительностью 20 готовых изделий за смену необходимо осуществить закупку такого оборудования:
- Двухголовочная пила с фронтальной подводкой диска – 372000 рублей;
- Углозачистной автомат (Yilmaz CA) -225 000 рублей;
- Торцефрезерный станок (Yilmaz km-212) – 30 000 рублей;
- Двухголовочный сварочный станок – 411 600 рублей;
- Оборудование для нарезки армирования – 9000 рублей;
- Копировально-фрезерный станок (Yilmaz FR-225) – 106 400 рублей;
- Компрессор Remezza – 26 000 рублей;
- Станок для создания водоотводящих отверстий – 86 000 рублей;
- Автоматическая пила для нарезки пластиковых штапиков – 99 600 рублей;
Итого стоимость полного комплекта оборудования составляет 1 365 000 рублей.
Затраты на доставку и монтаж оборудования – 50000 рублей;
Прочие расходы (на получение лицензии, сертификатов) – 50000 рублей.
Итого капитальные затраты: 1 465 000 рублей.
Расчет стоимости материалов для производства окон ПВХ
Стоимость материалов, которые необходимы для изготовления стеклопакетов
Норма расхода, стоимость единицы материалов, финансовые затраты (руб.) из расчета на 1 кв. метр продукции:
- Стекло (С-300 руб./кв. м): норма затрат – 2 кв. м; стоимость расхода – 600 руб.;
- Обечайка (С-100 руб./м): норма затрат – 4 м; стоимость расхода – 400 руб.;
- Бутил (С-35 руб./кг): норма затрат – 0,1 кг/кв. м; стоимость расхода – 3,5 руб.;
- Прочие расходные материалы на 1 кв. метр продукции – 200 рублей.
Итого затраты на изготовление 1 кв. метра стеклопакета – 1203,5 рублей.
Стоимость материалов, которые нужны для создания металлопластиковой конструкции:
- ПВХ профиль (С-1000 руб./м): норма затрат – 0,5 м/кв. м; стоимость расхода – 500 руб.;
- Металлопрокат (С-582,5 руб./м): норма затрат – 1 м/кв. м; стоимость расхода – 582,5 руб.;
- Комплектующие и другие расходные материалы – 2000 руб.
Итого: 3082,5 руб./кв. м.







Суммарные затраты материалов для изготовления 1 кв. метра продукции – 4 286 рублей.
Затраты на материалы в месяц: 22 смены * 20 готовых изделий * 1,68 кв. м* 4 286 рублей = 3 168 000 рублей.
Ежемесячные доходы за месяц (с учетом цены готового изделия – 9 500 рублей): 22 смены *20 единиц готовых изделий * 9500 рублей = 4 180 000 рублей
Постоянные ежемесячные затраты
- Аренда производственного помещения и склада – 50 000 рублей;
- Коммунальные платежи – 25000 рублей;
- Зарплата рабочих (10 человек) – 100 000 рублей;
- Затраты на материалы и комплектующие для производства – 3168000 рублей.
Итого затраты в месяц: 3 343 000 рублей.
Налог на прибыль (20%) – 167 400 рублей.
Итого расходы: 3 510 400 рублей.
Процесс
На существующей раме замерьте нужную длину и ширину. От полученных величин теперь нужно отнять 1 см, и теперь вы получаете фактический размер вашего будущего стеклопакета.
От алюминиевой рамки при помощи ножовки по металлу отрезаете заготовки нужных размеров.
Почти готовый стеклопакет, осталось только загерметизировать
Теперь эти детали собираете в готовую раму, а фиксировать по углам их будут специальные пластиковые уголки. Уголки подбираются при покупке согласно ширине рамки.
Совет! Если под рукой не оказалось подходящего уголка по ширине, вы можете использовать сразу два.
Как собрали первую часть, можете спокойно засыпать в профиль силикагель. Это маленькие гранулы, которые обладают отличной впитываемостью, что в будущем защитит ваш стеклопакет своими руками от излишней влаги.
Далее – вырезаете стекло (помните, для резки стекла используются те фактические размеры, которые вы в первый раз сняли, тут отнимать 1 см не нужно!)
Уголки для крепления рамки
На край рамки наклеиваете двухсторонний скотч ( или бутиловую ленту, ведь именно ее и используют тогда, когда решают изготовить стеклопакет не своими руками, а на производстве), затем – снимаете верхний защитный слой.
И прикладываете стекло.
Важно! Предварительно стекло нужно тщательно промыть специальными средствами для очистки окон, так как потом загрязнения изнутри будет убрать проблематично. Клейте аккуратно, переклеивать будет сложно!
Клейте аккуратно, переклеивать будет сложно!
Наклейка двухстороннего скотча
Теперь точно так же повторяете процедуру с обратной стороны стеклопакета.
Теперь кладете стеклопакет, сделанный своими руками, плашмя, и наносите по бокам двухкомпонентный герметик. Когда материал высохнет, аккуратно со стекла счищаете остатки, и теперь вставляете вашу конструкцию в раму, скрепляя штапиками.
Изготовление стеклопакетов
Процесс изготовления стеклопакетов начинается в стекольном цехе.

На поверхность специального стола, укрытого плотным мягким материалом аккуратно укладывается стекольный лист 2,2×3,2 м.

Мастер корректирует укладку листа на столе, чем обеспечивается правильность предстоящей нарезки. Резка стекла выполняется с помощью специальной алмазной насадки. Ее применение исключает вероятность даже малейших сколов по линии реза.

Разламывание стекла по выполненным автоматом надрезам мастер производит вручную.

Автомат способен нарезать стекла любой формы, в том числе и полукруглые, как на этом фото.

Нарезанные стекла отправляются на мойку. Этим обеспечивается отсутствие грязи во внутренней полости стеклопакета. Моечный аппарат производит также и сушку стекол.











На стекла, обладающие теплоотражающим эффектом, наклеивают стикеры со специальной голограммой.

Склеивание стекол в стеклопакеты производится с помощью рамок, изображенным на следующем фото. Для их склеивания используется герметик.

Если заказан трехслойный пакет, к стеклу мастер приклеивает первую рамку, на нее клеит второе стекло, устанавливает вторую рамку и накрывает все третьим стеклом.

Окончательное скрепление элементов стеклопакета происходит в специальном прессе.

По истечении минуты готовый стеклопакет подается на этот роликовый стенд.

Приняв стеклопакет, стенд занимает горизонтальное положение, и стеклопакет подвергается последней операции.

В двух бочках, которые можно увидеть на фото, находятся ингредиенты герметика. Во время нанесения на стеклопакет оба ингредиента смешивают.

Герметиком обильно смазывают все кромки стеклопакета.

Для высыхания герметика стеклопакеты устанавливают на специальный стенд. Его высыхание длится ровно сутки. После этого стеклопакет можно вставлять в окно.

На предприятии имеется специальная печь. Она используется для разогревания профилей перед приданием им арочной формы. Согнутый профиль можно увидеть рядом с печью.

Полностью готовые пластиковые окна хранятся на складе.

Вот в такой последовательности производятся любимые в нашей стране пластиковые окна.
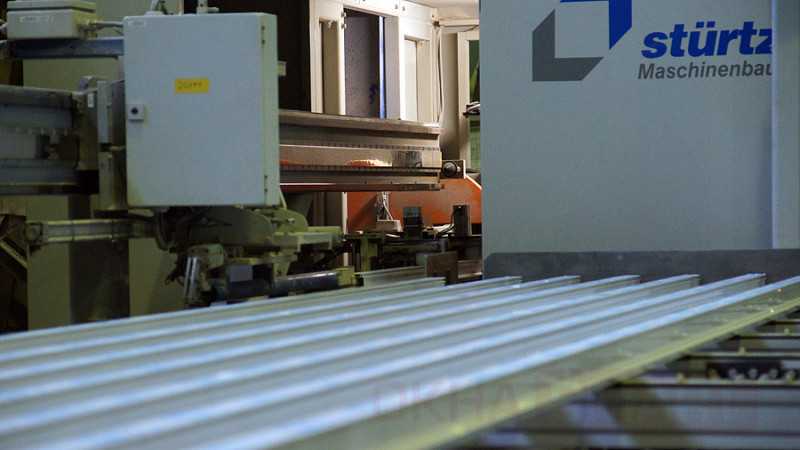
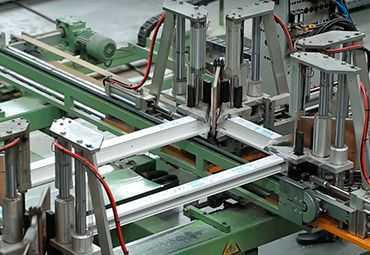
Нарезка профиля. Армирование. Фрезерование отверстий
Ровно так же как и при производстве деревянных окон. деревянный брус напиливается на отрезки нужной длины и потом обрабатывается на торцовочном станке, пластиковый профиль необходимо нарезать чётко по длине, потом сделать запил под 45 градусов, для дальнейшего сваривания углов, вставить и закрепить металлическое армирование, сделать все необходимые отверстия для ручек и т.п.



Для лучшего понимания хотим отметить, что на многих оконных предприятиях Санкт-Петербурга этот процесс совершенно ручной. Там вместо роботизированной линии стоят специальные люди и вручную, циркулярной пилой нарезают отрезки необходимой длины. Вряд ли можно утверждать, что в этом случае качество будет стабильным. На нашем заводе всё оборудовано современнейшими (и очень дорогими) станками немецкой компании Sturtz. Весь процесс от раскроя профиля, до фрезерования отверстий осуществляется автоматически, высокоточными машинами, с фрезами и дрелями с автоматическим позиционированием.


Белое окно — это скучно, я хочу цветное. Такие вообще бывают?
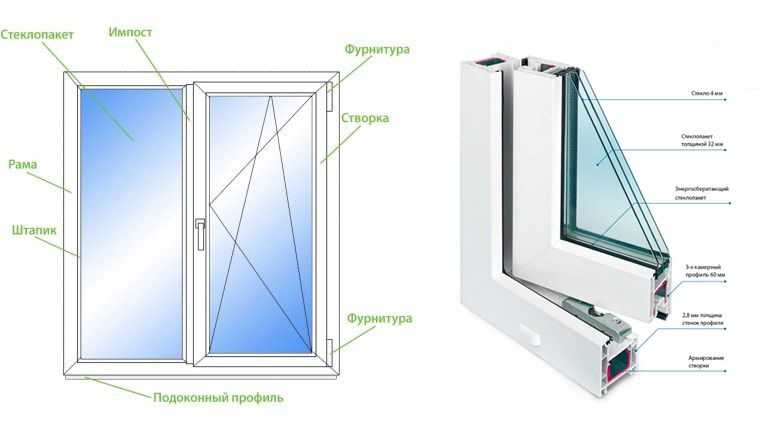
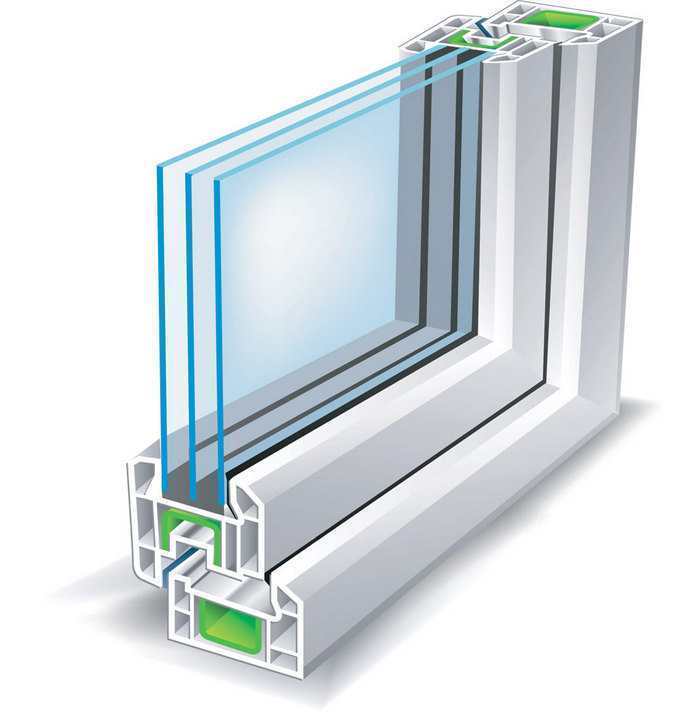
Количество камер, конечно, важный параметр, но на уменьшение теплопотерь влияет не только он. Для справки: камера стеклопакета — это конструкция из стёкол, скреплённая по контуру рамой. Комбинацию из двух стёкол с одним промежутком между ними называют однокамерной, а в двухкамерной конструкции установлено три стекла и две воздушные камеры между ними.







Дополнительно сократить теплопотери помогает специальное напыление: на стёкла тонким слоем наносится покрытие на основе оксидов металлов, отражающее инфракрасное излучение. Светопропускная способность от такого покрытия меньше не становится, зато стеклопакет с напылением решает сразу две задачи: зимой помогает сохранить тепло в комнате, а летом защищает от перегрева.
Для суровых районов с ветрами и морозами лучше выбрать окно с глубиной профиля от 70 мм, а камер может быть не три, а пять или шесть. Этим требованиям соответствуют пятикамерные окна REHAU Grazio — они помогают сохранять тепло даже в условиях экстремальных холодов и повышенной влажности. Окна Intelio 80 с шестью камерами и глубиной профиля 80 мм защитят не только от мороза, но и от шума. Если вы живёте с видом на оживлённую дорогу, система Intelio 80 обеспечит тишину и спокойный сон: окна задерживают до 45 Дб.
Посмотреть все окна REHAU
Не проблема. В городских условиях возможности панорамного остекления обычно ограничиваются отделкой балконов и лоджий, зато на даче или в загородном доме можно развернуться на полную и сделать окна в пол на веранде или в комнате. Если помещение маленькое, такое решение поможет визуально его расширить и добавить света и воздуха.
Предлагаем ознакомиться Идеи осенних поделок из природных материалов
Можно даже совместить окно с дверью — получится раздвижная конструкция шириной в стену, которую легко распахнуть, чтобы впустить в помещение ещё больше света. Система REHAU Panorama Swing‑Design подходит для проёмов шириной до 4 м и высотой до 2,3 м. По сути, это многостворчатые двери, где каждая створка двигается независимо от других.
Конечно бывают. Есть даже решения, имитирующие металл или дерево. Например, окна из коллекции REHAU Woodec покрыты матовой плёнкой с текстурой дерева — от настоящих деревянных не отличить, зато ухаживать за ними не в пример проще.
Существует несколько способов преобразить стандартный белый профиль. Самый очевидный (но не самый простой) вариант — окрашивание. Чтобы краска держалась дольше и не выцветала, её покрывают специальным защитным слоем. От производителя тут требуется качественное оборудование: в момент нанесения краски на профиль не допускается оседание пылинок, а покрытие должно ложиться ровно, без бугорков и наплывов.
Можно использовать декоративные накладки на лицевую поверхность профиля, к примеру алюминиевые. Такие накладки окрашиваются в любой цвет, они просты в уходе, но есть и минус. Конструкция становится тяжелее, а значит, растёт нагрузка на петли.
Стеклопакеты для ПВХ окон

Различают стекла простые и энергосберегающие. Второй тип окон отличается тем, что он отражает тепло и сохраняет его в помещении. Такие окна ПВХ стоят соответственно дороже.
Перед заказом нужно определиться с видом стеклопакета. Если в ваших краях зимы достаточно умеренны, будет достаточно одинарного стеклопакета. Но там, где сильные морозы – обыденность, лучше установить окно с двумя или тремя стеклами.
Стеклопакеты должны хорошо просохнуть, тогда можно переходить к их установке. Они вставляются просто в оконные рамы, которые сделаны предварительно. Обычно в профилях имеются так называемые чепики с резиновой окантовкой – такая конструкция не пропускает воздух извне. Эти чепики также нарезаем углорезом по размеру рамы окна, и потом вставляем в профиль рамы.
Как сделать стеклопакет своими руками в домашних условиях
Перед началом процесса следует определиться, какой стеклопакет будет изготовлен.
Процесс создания стеклопакета своими руками:
Измеряем расстояние. После определения габаритов конструкции от их начальных размеров отнимаются 10 мм. Именно таких размеров будет установка.
Обрез рамки. В качестве материалов выбирается алюминий
Важно, чтобы после соединения всех элементов рамки уголками, размеры были на 10 мм меньше, чем стеклянное полотно.
Закрепление рамки уголками. Размеры выбираемых уголков зависят от ширины дистанционной рамки
Многие опытные конструкторы используют всего 2 уголка, если отсутствует нужная ширина модели.
После сборки первого уголка в него требуется засыпать силикагель (молекулярное стекло). Оно предотвращает образование влаги. Для склейки используется лента бутилового типа. Именно такую ленту используют заводы для закрепления окон широкого производства. В качестве альтернативы используется прозрачный скотч двухсторонней оклейки.
Соединив все стороны, засыпав силикагель, на сторону клеится скотч. Перед клейкой скотча требуется отделить защитный слой.
Протереть стеклянное полотно. Подойдет моющее средство для окон.
Положить стекло на рамку, повторив процесс со второй стороны.
Замазать установку со всех сторон вторым слоев герметика. Рекомендуется выбрать герметик из двух компонентов.
В завершающей стадии следует дождаться высыхания герметика, затем еще раз очистить стекло и застеклить окно. Для создания двухкамерного самодельного стеклопакета рамка собирается два раза, а в остальном алгоритм тот же.
Оборудование и механизмы для производства пластиковых окон
Основное оборудование для производства пластиковых окон включает в себя:Копировально-фрезерные станки
Копировально-фрезерные станки нужны для создания отверстий под запорную фурнитуру – замок, ручку и т.д.
Станки бывают:
- Настольный копировально-фрезерный станок (с механическими ручными прижимами).
- Стационарный копировально-фрезерный станок (с пневно-прижимами)
Пила для резки пластикового профиля
Пила для резки – это основной инструмент для изготовления заготовок рамы окна. И это первая операция при производстве пластиковых окон, после доставки профилей в цех. Обычная длина профиля – 6 метров, но в зависимости от производителя профиля может колебаться от 5,8 до 6,5 метров.
В зависимости от конструкций пилы для резки профиля бывают (усорезные пилы):
- Двухголовая фронтальная пила
- Пила с нижней подачей пильного диска
- Одноголовочная пила с фронтальной подачей диска
- Двухголовочная маятниковая пила
- Настольная маятниковая пила с механическими (ручными) прижимами
- Стационарная маятниковая пила с пневматическими прижимами
Пила для резки металлического армирующего профиля
Армирующий профиль вставляется в пластиковый профиль окна для придания жесткости более надежного крепежа оконной фурнитуры. Для распила может использоваться специальное оборудование или обычная «болгарка», так как такой точности, как при распиле пластикового профиля здесь не нужно (металлический профиль находится внутри пластикового профиля). Виды пил по металлу:
- Ленточная пила по металлу
- Высокооборотная пила по металлу (дисковая)
- Низкооборотная двухскоростная пила (дисковая)
Дренажные станки
Так как из-за конденсации при перепаде температур в профиле рамы может образовываться влага, в раме, створке и импостах сверлятся дренажные отверстия. Инструмент для фрезерования дренажных каналов – обычно это или дрель, или специальный инструмент — станок для сверления дренажных каналов 2-х или 3-х шпиндельный)Сварочные станки
Станок одноголовочный, ручной. Предназначен для сваривания углов оконного профиля ПВХ.
Виды станков для сварки оконного ПВХ профиля:
- Одноголовочный сварочный станок
- Двухголовочный сварочный станок
- Четырехголовочный сварочный станок
Эти станки различаются по производительности, для большого автоматизированного производства лучше подходит четырехголовочный сварочный станок.Зачистные станки
Зачистные станки используются после сварки пластикового профиля для зачистки наплывов. Бывают ручными, автоматическими, пневматическими в составе автоматизированных линий. Виды зачистного оборудования могут сильно варьироваться от уровня оснащенности производства.Инструмент
Для мелких работ наиболее выгодно использовать пневноинструмент (дрели, шуруповерты и тд), но нужно не забывать что к пневмоинструменту нужен также компрессор сжатого воздуха.Шуруповерт для крепления в пластиковом профиле армирующего профиля
Крепление армирующего профиля в пластиковом профиле может быть выполнено с помощью ручных винтовертов или автоматических.Торцефрезерные станки
Служит для обработки торцов импоста, для установки импоста в профиль рамы.
Виды торцефрезерных станков:
- Настольный станок с механическими прижимами и ручной подачей фрезы.
- Стационарный станок с пневматическими прижимами и ручной подачей фрезы. Угол обработки (бывает с изменяемым углом, количество фрез до 2х, с системой охлаждения, с автоматической подачей)
Вспомогательное оборудование
Для эффективного и аккуратного производства пластиковых окон, необходимы в качестве вспомогательного оборудования сборочные столы, тележки, контейнеры (для хранения материалов, инструментов, заготовок).
Для производства оконных конструкций фирма использует высокоточные станки от известных и общепринятых европейских фирм Urban, Rotox, Hollinger, Schirmer и Maver. Повышенная производительность и колоссальный запас качества этого оборудования позволяет максимально реализовать производственный ресурс с учетом задач, поставленных перед предприятием.
Ориентируясь на ведущих производителей и отвечая постоянно возрастающим требованиям клиентов, компания ведёт постоянную направленную работу по совершенствованию и модернизации своих мощностей. При этом производственные линии по изготовлению стеклопакетов, включающие резку, промывку, полировку и обработку антистатиком, полностью автоматизированы.
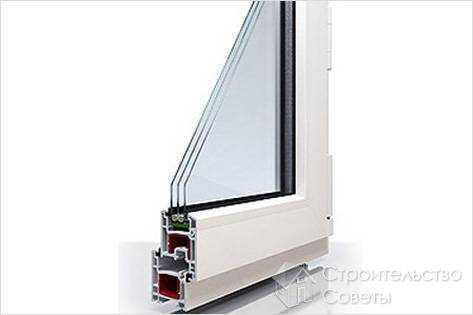
Ширина рамы
Этот показатель определяет тип стеклопакета, который профиль может выдержать без проблем. Чем шире оконная рама, тем толще стеклопакет в него поместится. А значит она будет лучше держать температуру в помещении.
Также ширина оконной рамы влияет на монтажные размеры, они имеют значение при установке. Широкие профили увеличивают общий вес конструкции. При установке на балконе, это один из важнейших показателей, который нужно учитывать.
Стандартная ширина 58-80 мм, этого хватает для климата в средней полосе России. Для суровых холодных регионов применяется ширина до 120 мм. Также они изолируют от звуков с улицы.
Этапы работ

Нарезка профиля. Для квадратного или прямоугольного окна нарезку профиля следует делать под углом пилы 90˚. При распилке профиля прибавьте несколько миллиметров для сварки. На профиле сразу маркером подпишите горизонтали и вертикали, чтобы впоследствии запутавшись не спаять вертикаль с вертикалью.








Армировка. Армировочный профиль (железо) напилите на 90 мм меньше размера рамного профиля – по 2 штуки (2 вертикали, 2 горизонтали). Для рамы подойдет П-образное железо. Вставьте железо в рамный профиль, контролируя, чтобы железо находилось строго посередине. Прикрутите железо к профилю с обратной стороны рамы на 10-ти миллиметровые саморезы со сверлом. Между саморезами расстояние должно быть ≤ 200 мм.
Сверление наружных дренажей для выхода конденсата. Процедура сверления отверстий выполняется только на нижней горизонтали рамы при помощи копировально-фрезерного станка. Рекомендуемый размер длины дренажей – 27 мм, а интервал между ними – от 550 до 700 мм.
Сварка углов рамы. Перед началом работ тщательно изучите функции сварочного аппарата и выставите необходимые параметры: давление сварки и прижима, температуру сварки, время на сварку и остывание. После этого приступайте к сварке углов рамы.

Зачистка рамы. При помощи ручного пневмо-углозачистного станка тщательно зачистите сварочные швы рамы и с лицевой и с тыльной стороны, выставив нужный угол под зачистку. Затем ручным пневматическим станком зачистите наружные углы рамы. И, наконец, стамеской очистите сварочные швы, находящиеся во внутренних углах рамы – в пасе под уплотнительную резину.
Вымерьте расположение импоста на раме, затем наденьте шаблон, и просверлите пластик сверлом 10 мм, затем чтобы сел соединитель импоста. Наружную стенку рамы и железо пробейте сверлом 5 мм.
Замер и выпиливание импоста. Измерьте размер импоста по раме (между двумя штапиковыми пасами) и прибавьте несколько миллиметров. После отпиливания импоста нужного размера, обработайте его торцы на станке.
Армировка импоста. Армирование (железо) в импост идет прямоугольной формы. Железо крепится отрезанной частью к нижней стенке импоста при помощи саморезов.
Вставка импоста. Установите соединители импоста в отверстия рамы и закрепите с двух сторон саморезами 70 мм. Далее при помощи дрели со сверлом 5 мм уберите стенки между рамой и импостом в пасе для уплотнительной резины (чтобы закатать резину по кругу). Закатку резины начинайте и заканчивайте сверху рамы.
Внутренние дренажи в раме. Сверлом 5 мм проделайте несколько дренажей приблизительно под углом 30-35˚ (три отверстия – один дренаж). Расстояние не должно превышать 50 мм -70 мм между внутренним и наружным дренажами.
Замер и напилка створки. Расчет размеров створки зависит от створочного проема в раме. Сделайте замер от одного штапикового паса до другого и прибавьте 15 мм — 20 мм (с учетом спайки в 6 мм). Выполните напилку створочного профиля.
Армировка створки. Производится аналогично, как на профиле рамы, но с внутренней стороны профиля створки. Недопустимо вкручивание самореза в середину створочного профиля.
Дренажи в створке. Выполняется как в раме при помощи дрели со сверлом 5 мм.
Отверстия под ручку. Проделайте сверлом 10 мм, точно в середине палки профиля.
Сварка и зачистка створки. Выполните также как на раме, только наружные углы полностью зачистите «ласточкой».
Закатывание уплотнительной резины. С обеих сторон створки и на раму навесьте фурнитуру. Просверлите отверстия на раме для верхней и нижней петли, а затем, отверстия на створке под нижнюю петлю. Закрепите створку на раме и закройте. Далее установите стеклопакеты и закрепите штапиками. Окно готово!
Организационная структура
Основной сотрудник вашего предприятия — это директор или управляющий. Он следит за работой всех сотрудников, координирует действия персонала, следит за выполнением плановых показателей, контролирует движение денежных средств, нанимает и увольняет сотрудников. Заработная плата — 25 000 руб.+1% с продаж.
Далее необходимо нанять установщика, который:
- получает готовые конструкции от мастера;
- проверяет комплектации заказа (изделия, аксессуары и их размеры);
- получает на складе необходимые для работы инструментов;
- выполняет работы по погрузке-разгрузке готовых конструкций из ПВХ;
- устанавливает конструкции;
- убирает строительный мусор и отходы строительных материалов в зоне проведения работ;
- передает работы клиентам.
Заработная плата установщика — 25 000 рублей.
Мастера трудятся на производстве, производят детали, готовят продукцию для установщиков, выполняют нормы производства в соответствии с техническими требованиями. Достаточно двух мастеров с заработной платой 20 000 руб., которые будут работать в будние дни с 9:00-18:00.
Доставку изделий до клиента осуществляет водитель на автомобиле «Газель». Нужно найти опытного сотрудника с категорией прав С и опытом работы в данной сфере. Водитель получает оклад в размере 12 000 рублей и работает на условиях частичной занятости.
Также позаботьтесь о менеджерах, именно они производят расчет стоимости окон, общаются с заказчиками, консультируют клиентов, придумывают скидки и акции, занимаются обзвоном холодной базы. Заработная плата такого сотрудника напрямую зависит от продаж, поэтому целесообразнее поставить оклад (10 000руб.) + 8% от стоимости реализованных окон. Всего будет работать 2 менеджера посменно.
Бухгалтера оптимальнее нанять на условиях частичной занятости, так как отчетности по ИП будет немного, заработная плата бухгалтера складывается из оклада в размере 8 000 рублей в месяц.
Также понадобится уборщица на производство, ведь соблюдать чистоту и порядок в цехе необходимо для соблюдения норм производства. Заработная плата уборщицы — 9 000 рублей.
| Количество работников | Окладная часть | Премиальная часть | |
| Директор | 1 | 25 000 | 1% |
| Мастер | 2 | 30 000 | |
| Менеджер | 2 | 10 000 | 2% |
| Водитель | 1 | 25 000 | |
| Установщик | 2 | 30 000 | |
| Уборщица | 1 | 15 000 |


![(65+ идей) окна в деревянных домах #2019 [особенности выбора и установки]](http://rubort.ru/wp-content/uploads/1/5/6/156fe7f5ebe2c706ab803afa493371a4.jpeg)
